|
【专利介绍】一种立式制桶自动化生产线用涂装烘干机构
文/于吉生
专利号:CN 114029210 A
公开日:2022.02.11
申请号:202111545881 .1
申请日:2021 .12 .17
申请人:营口理工学院
发明人:于吉生、张盛开、慕博、荆珂、牟淑杰、陈红兵、庄严、王瑞、程彭勃、赵翊博
【摘要】
本发明涉及制桶设备技术领域,具体为一种立式制桶自动化生产线用涂装烘干机构,包括外壳及传送单元,所述传送单元贯穿外壳设置;第一保温层,铺设于所述外壳内壁;测温单元,固定安装于第一保温层内表面;电热红外辐射器,对称安装于第一保温层内表面两侧;净化单元,固定安装于外壳上表面以及钢桶抬升机构;所述钢桶抬升机构贯穿第一保温层并固定安装于外壳内表面左侧下端位置。本发明通过设置钢桶抬升机构,可以在烘干时防止易燃气体及油漆废气的泄露,能够对生产安全及员工身体健康进行防护,另外,由于采用自动上桶进行烘干和自动下桶进行送出,在使用过程中可以不需要切断电源就可以打开密封舱门,节约了电能的损耗。
【权利要求书】
1、一种立式制桶自动化生产线用涂装烘干机构,包括:外壳(1)及传送单元(4),所述传送单元(4)贯穿外壳(1)设置;第一保温层(10),铺设于所述外壳(1)内壁;测温单元(9),固定安装于第一保温层(10)内表面;电热红外辐射器(7),对称安装于第一保温层(10)内表面两侧;净化单元(2),固定安装于外壳(1)上表面,且所述净化单元(2)下端延伸至外壳(1)内部;以及钢桶抬升机构(8);其特征在于:所述钢桶抬升机构(8)贯穿第一保温层(10)并固定安装于外壳(1)内表面左侧下端位置,用于对钢桶的自动抬升与下降;所述外壳(1)内表面右侧下端固定连接防爆工业相机(11);所述外壳(1)前表面下端对应钢桶抬升机构(8)的下方位置固定安装有密封舱门(5),且密封舱门(5)向外壳(1)内部关闭后可以实现对外壳(1)内部空间的封闭。
2、根据权利要求1所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述钢桶抬升机构(8)包括安装块(81);所述安装块(81)的一端贯穿第一保温层(10)并固定安装于外壳(1)内表面左侧;所述安装块(81)的一端开设有U型槽,且安装块(81)靠近U型槽的外表面固定安装有耐高温电机(82);所述耐高温电机(82)的输出轴贯穿安装块(81)延伸至U型槽内并固定连接传动转轴(84),且传动转轴(84)的一端与U型槽转动连接;所述传动转轴(84)的外圆面中间位置固定杆安装第一齿轮(83);所述第一齿轮(83)的一侧啮合连接有第二齿轮(85);
所述传动转轴(84)的外圆面靠近第一齿轮(83)的两侧位置均活动连接有套筒,所述套筒的一侧固定安装有支撑杆(86);所述支撑杆(86)的一端与第二齿轮(85)外表面中间位置固定连接;所述第二齿轮(85)的齿向面一侧固定安装连杆(87);所述连杆(87)的一端设置有连接机构(88)并通过连接机构(88)固定连接弧形固定板(89);所述弧形固定板(89)内弧面设置有耐高温电磁铁(810)。
3、根据权利要求2所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述耐高温电磁铁(810)的弧形内表面涂覆有丙烯酸酯材质的耐高温防刮层(811),用于防止对待烘干钢桶表面涂装的划伤。
4、根据权利要求2所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:传动转轴(84)的外圆面靠近第一齿轮(83)与套筒的中间位置对称固定连接两个限位环(812),用于实现对套筒的限位。
5、根据权利要求2所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述连接机构(88)包括固定安装于连杆(87)一端的卡块(881);所述弧形固定板(89)的一端固定安装连接头(883);所述连接头(883)的一端开设有卡槽(882);所述卡块(881)及连接头(883)的一侧外表面均贯穿开设螺纹孔,且两者通过螺栓进行固定连接,用于实现对不同规格弧形固定板(89)的更换。
6、根据权利要求1所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述外壳(1)前表面对应钢桶抬升机构(8)的上方位置固定安装有隔热舱门(6),且隔热舱门(6)向外壳(1)内部关闭后与密封舱门(5)、外壳(1)形成的封闭空间能够容纳钢桶抬升机构(8)及待烘干钢桶的组合体。
7、根据权利要求1所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述外壳(1)内表面前端及后端对称固定连接两个电动转轴(13);所述外壳(1)内表面通过电动转轴(13)固定连接有横向限位板(12),且所述钢桶抬升机构(8)的连杆(87)活动面位于两块横向限位板(12)的中间空隔位置。
8、根据权利要求7所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述外壳(1)内表面两侧靠近电动转轴(13)的位置对称安装两个伸缩杆(14),所述伸缩杆(14)的一端均固定安装纵向限位板(15),用于实现对不同规格钢桶在传送单元(4)上传送时的纵向限位。
9、根据权利要求1所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述外壳(1)的一端固定安装有预热单元(3);所述预热单元(3)包括与外壳(1)固定连接的预热舱体(37);所述预热舱体(37)的上表面一端固定连接有壳体(31);所述壳体(31)内表面铺设第二保温层(36);所述壳体(31)的内部设置热交换管(35);所述热交换管(35)的一端延伸至壳体(31)外部并通过管道与净化单元(2)的出气管固定连接;所述壳体(31)内部设置有水泵(32);所述预热舱体(37)夹层内设置有预热盘管(34),且预热盘管(34)的进水端与水泵(32)固定连接,其出水端回流至壳体(31)内部。
10、根据权利要求9所述的一种立式制桶自动化生产线用涂装烘干机构,其特征在于:所述预热舱体(37)上开设有用于钢桶进入的进口,所述进口内表面上缘固定连接有热反射帘(33),所述热反射帘(33)表面涂覆反射隔热涂料。
【说明书】
1、技术领域
本发明涉及制桶设备技术领域,具体为一种立式制桶自动化生产线用涂装烘干机构。
2、背景技术
制桶自动生产线为桶产品的质量及生产的高速化、规模化提供了保证,特别是计算机在生产控制和管理上的应用,使生产线不断完善,具有更广的适应性和一定的柔性,适应了钢桶市场上千变万化的多品种的生产要求,使钢桶生产线朝着自动化车间和自动化工厂发展。
随着市场竞争的日益加剧,为了争夺市场,各制桶厂家除提高钢桶本身的质量外,纷纷在钢桶的外观涂装上投资,花大本钱,改变钢桶的外观质量,而涂装在干燥时的干燥方式有两类,即自然干燥和强迫干燥,由于自然干燥需要时间和空间较多,不适合制桶企业生产效率高的要求,故目前大多数企业采取强迫干燥的方法,为此钢桶的外表面清洗、喷涂、烘干设备及输送生产线纷纷在全国各制桶厂家建成,其中,烘干炉按工作方式分为固定式烘干炉和通过式烘干炉两类,大多采用远红外辐射干燥。
目前的通过式烘干炉采用半封闭的状态进行烘干以便于产品的连续性通过,而钢桶上的涂装在烘干过程中,钢桶涂装时所使用的油漆和常用的溶剂是极易引起火灾的物质,其所用溶剂的闪点越低,挥发速度越快,越易燃烧,这些溶剂挥发的蒸气,能随时与烘干室内的空气混合,成为爆炸性气体,如果接触明火,就易发生爆炸和燃烧危险。另外,油漆烘干时的含有化合物的油气废气溢出,会污染环境,并对工人的身体造成危害,故通过式烘干炉较少使用于钢桶烘干工序。
针对固定式烘干炉,其具有较好的密闭性,可防止易燃气体泄露,但根据《远红外干燥箱基本应用知识》一文中的记载,远红外干燥箱在对钢桶表面涂装烘干完毕后应先切断电源,然后方可打开烘干箱门体,而桶体的涂装烘干时间大致在半小时左右,这就使得工作人员需要频繁的切断电源,打开箱门,然后再重复将待烘干的桶体放入箱体内进行烘干,此操作程序不仅会造成电源频繁启闭带来的电能损耗,另外由于需要人工频繁地进行桶体的放入和取出操作,工人劳动强度大,效率较低,且不能够满足制桶自动生产线的生产需求。
为此,提出一种立式制桶自动化生产线用涂装烘干机构。
3、发明内容
本发明的目的在于提供一种立式制桶自动化生产线用涂装烘干机构,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种立式制桶自动化生产线用涂装烘干机构,包括:外壳及传送单元,所述传送单元贯穿外壳设置;第一保温层,铺设于所述外壳内壁;测温单元,固定安装于第一保温层内表面;电热红外辐射器,对称安装于第一保温层内表面两侧;净化单元,固定安装于外壳上表面,且所述净化单元下端延伸至外壳内部;以及钢桶抬升机构;
所述钢桶抬升机构贯穿第一保温层并固定安装于外壳内表面左侧下端位置,用于对钢桶的自动抬升与下降;所述外壳内表面右侧下端固定连接防爆工业相机;所述外壳前表面下端对应钢桶抬升机构的下方位置固定安装有密封舱门,且密封舱门向外壳内部关闭后可以实现对外壳内部空间的封闭。
优选的,所述钢桶抬升机构包括安装块;所述安装块的一端贯穿第一保温层并固定安装于外壳内表面左侧;所述安装块的一端开设有U型槽,且安装块靠近U型槽的外表面固定安装有耐高温电机;所述耐高温电机的输出轴贯穿安装块延伸至U型槽内并固定连接传动转轴,且传动转轴的一端与U型槽转动连接;
所述传动转轴的外圆面中间位置固定杆安装第一齿轮;所述第一齿轮的一侧啮合连接有第二齿轮;所述传动转轴的外圆面靠近第一齿轮的两侧位置均活动连接有套筒,所述套筒的一侧固定安装有支撑杆;所述支撑杆的一端与第二齿轮外表面中间位置固定连接;所述第二齿轮的齿向面一侧固定安装连杆;所述连杆的一端设置有连接机构并通过连接机构固定连接弧形固定板;所述弧形固定板内弧面设置有耐高温电磁铁。
优选的,所述耐高温电磁铁的弧形内表面涂覆有丙烯酸酯材质的耐高温防刮层,用于防止对待烘干钢桶表面涂装的划伤。
优选的,传动转轴的外圆面靠近第一齿轮与套筒的中间位置对称固定连接两个限位环,用于实现对套筒的限位。
优选的,所述连接机构包括固定安装于连杆一端的卡块;所述弧形固定板的一端固定安装连接头;所述连接头的一端开设有卡槽;所述卡块及连接头的一侧外表面均贯穿开设螺纹孔,且两者通过螺栓进行固定连接,用于实现对不同规格弧形固定板的更换。
优选的,所述外壳前表面对应钢桶抬升机构的上方位置固定安装有隔热舱门,且隔热舱门向外壳内部关闭后与密封舱门、外壳形成的封闭空间能够容纳钢桶抬升机构及待烘干钢桶的组合体。
优选的,所述外壳内表面前端及后端对称固定连接两个电动转轴;所述外壳内表面通过电动转轴固定连接有横向限位板,且所述钢桶抬升机构的连杆活动面位于两块横向限位板的中间空隔位置。
优选的,所述外壳内表面两侧靠近电动转轴的位置对称安装两个伸缩杆,所述伸缩杆的一端均固定安装纵向限位板,用于实现对不同规格钢桶在传送单元上传送时的纵向限位。
优选的,所述外壳的一端固定安装有预热单元;所述预热单元包括与外壳固定连接的预热舱体;所述预热舱体的上表面一端固定连接有壳体;所述壳体内表面铺设第二保温层;所述壳体的内部设置热交换管;所述热交换管的一端延伸至壳体外部并通过管道与净化单元的出气管固定连接;所述壳体内部设置有水泵;所述预热舱体夹层内设置有预热盘管,且预热盘管的进水端与水泵固定连接,其出水端回流至壳体内部。
优选的,所述预热舱体上开设有用于钢桶进入的进口,所述进口内表面上缘固定连接有热反射帘,所述热反射帘表面涂覆反射隔热涂料。
与现有技术相比,本发明的有益效果是:
(1)本发明通过设置钢桶抬升机构,配合密封舱门,可以在使用时进行自动抬升钢桶至外壳内,另外再由密封舱门配合外壳形成较为封闭的烘干空间,可以在烘干时防止易燃气体及油漆废气的泄露,能够对生产安全及员工身体健康进行防护,另外,由于采用自动上桶进行烘干和自动下桶进行送出,在使用过程中可以不需要切断电源,就可以打开密封舱门,进而节约了电能的损耗,同时,降低了工人劳动强度,另外,由于可以进行自动抬桶进行烘干,能够适应制桶自动生产线的生产需求,提高了生产效率。
(2)本发明通过在密封舱门上方设置隔热舱门,在进行放桶操作时,钢桶抬升机构工作首先带动钢桶转动至水平位置,此时,通过控制单元控制隔热舱门关闭,钢桶抬升机构及钢桶的组合体此时处于隔热舱门、密封舱门及外壳形成的封闭空间中,而隔热舱门可以对外壳内部上端的热量进行封闭,防止其流失,仅仅流失处于隔热舱门、密封舱门及外壳形成的封闭空间的部分热量,进而在放桶时能够减少热量的流失,进而节约升温所需要的电能。
4、附图说明
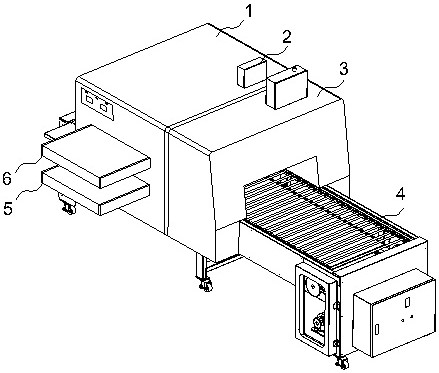
图1为本发明的整体结构示意图;
图2为本发明的局部剖视结构视图;
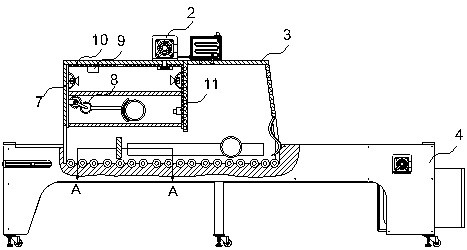
图3为本发明的钢桶抬升机构整体结构视图;
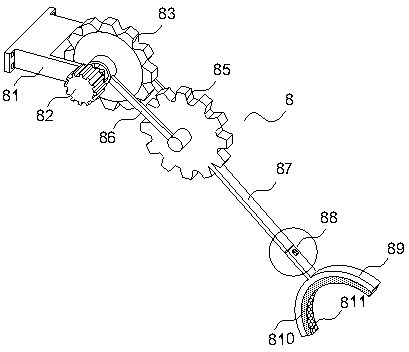
图4为本发明的钢桶抬升机构俯视结构视图;
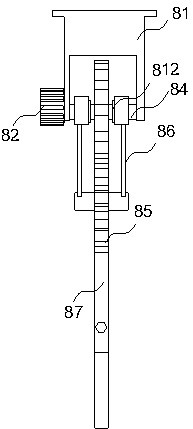
图5为本发明的连接机构结构视图;
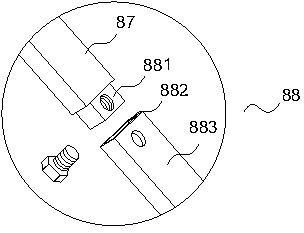
图6为本发明的图2中的A‑A向局部结构视图;
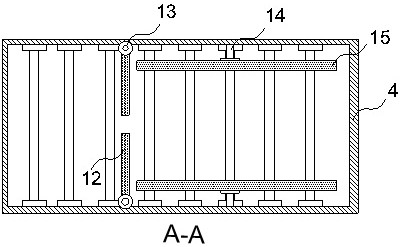
图7为本发明的预热单元结构视图。
图中:1、外壳;2、净化单元;3、预热单元;31、壳体;32、水泵;33、热反射帘;34、预热盘管;35、热交换管;36、第二保温层;37、预热舱体;4、传送单元;5、密封舱门;6、隔热舱门;7、电热红外辐射器;8、钢桶抬升机构;81、安装块;82、耐高温电机;83、第一齿轮;84、传动转轴;85、第二齿轮;86、支撑杆;87、连杆;88、连接机构;881、卡块;882、卡槽;883、连接头;89、弧形固定板;810、耐高温电磁铁;811、耐高温防刮层;812、限位环;9、测温单元;10、第一保温层;11、防爆工业相机;12、横向限位板;13、电动转轴;14、伸缩杆;15、纵向限位板。
5、具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"坚直"、"水平"、"顶"、"底"、"内"、"外"、"顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语"安装"、"相连"、"连接"应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体式连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1至图7,本发明提供一种立式制桶自动化生产线用涂装烘干机构技术方案:
一种立式制桶自动化生产线用涂装烘干机构,如图1至图2所示,包括:外壳1及传送单元4,所述传送单元4贯穿外壳1设置;第一保温层10,铺设于所述外壳1内壁;测温单元9,固定安装于第一保温层10内表面;电热红外辐射器7,对称安装于第一保温层10内表面两侧;净化单元2,固定安装于外壳1上表面,且所述净化单元2下端延伸至外壳1内部;以及钢桶抬升机构8;
所述钢桶抬升机构8贯穿第一保温层10并固定安装于外壳1内表面左侧下端位置,用于对钢桶的自动抬升与下降;所述外壳1内表面右侧下端固定连接防爆工业相机11;所述外壳1前表面下端对应钢桶抬升机构8的下方位置固定安装有密封舱门5,且密封舱门5向外壳1内部关闭后可以实现对外壳1内部空间的封闭。
目前的制桶自动化生产线,通过式烘干炉及固定式烘干炉均有其缺点,其中,通过式烘干炉采用半封闭的状态进行烘干以便于产品的连续性通过,但烘干产生的易燃气体及油漆废气会对生产安全及员工身体健康造成危害,而固定式烘干炉虽然具有较好的密闭性,但其在使用过程中需频繁的切断电源,打开箱门,然后再重复将待烘干的桶体放入箱体内进行烘干,此操作程序不仅会造成电源频繁启闭带来的电能损耗,另外由于需要人工频繁地进行桶体的放入和取出操作,工人劳动强度大,效率较低,且不能够满足制桶自动生产线的生产需求;本发明通过设置钢桶抬升机构8,配合密封舱门5,可以在使用时进行自动抬升钢桶至外壳1内,另外再由密封舱门5配合外壳1形成较为封闭的烘干空间,可以在烘干时防止易燃气体及油漆废气的泄露,能够对生产安全及员工身体健康进行防护,另外,由于采用自动上桶进行烘干和自动下桶进行送出,在使用过程中可以不需要切断电源,就可以打开密封舱门5,进而节约了电能的损耗,同时,降低了工人劳动强度,另外,由于可以进行自动抬桶进行烘干,能够适应制桶自动生产线的生产需求,提高了生产效率。
作为本发明的一种实施方式,如图3所示,所述钢桶抬升机构8包括安装块81;所述安装块81的一端贯穿第一保温层10并固定安装于外壳1内表面左侧;所述安装块81的一端开设有U型槽,且安装块81靠近U型槽的外表面固定安装有耐高温电机82;所述耐高温电机82的输出轴贯穿安装块81延伸至U型槽内并固定连接传动转轴84,且传动转轴84的一端与U型槽转动连接;所述传动转轴84的外圆面中间位置固定杆安装第一齿轮83;所述第一齿轮83的一侧啮合连接有第二齿轮85;
所述传动转轴84的外圆面靠近第一齿轮83的两侧位置均活动连接有套筒,所述套筒的一侧固定安装有支撑杆86;所述支撑杆86的一端与第二齿轮85外表面中间位置固定连接;所述第二齿轮85的齿向面一侧固定安装连杆87;所述连杆87的一端设置有连接机构88并通过连接机构88固定连接弧形固定板89;所述弧形固定板89内弧面设置有耐高温电磁铁810。
钢桶抬升机构8在进行使用时,首先传送单元4在控制单元作用下启动,将经过静电喷涂的钢桶传送至外壳1内部,防爆工业相机11检测到送入信号后传输信号至控制单元,控制传送单元4关闭,控制单元再控制钢桶抬升机构8进行工作,工作时,控制单元控制耐高温电机82工作,耐高温电机82工作通过输出端带动传动转轴84进行转动,在传动转轴84的作用下,第一齿轮83进行转动,并通过啮合作用带动第二齿轮85转动,由于第二齿轮85通过支撑杆86与传动转轴84活动连接,在套筒的作用下,第二齿轮85会传动转轴84为圆心以围绕第一齿轮83进行转动,第二齿轮85向下转动时带动连杆87及弧形固定板89进行转动,待检测到转动至预定工位,此时弧形固定板89紧贴钢桶弧形面,此时控制单元控制耐高温电磁铁810通电产生磁性,对钢桶进行吸附,而后,耐高温电机82进行反转,带动第二齿轮85围绕第一齿轮83向上进行转动,带动钢桶抬升,在钢桶抬升至烘干工位后,控制单元控制密封舱门5关闭,使得钢桶处于密封舱门5及外壳1形成的封闭空间中,此时,电热红外辐射器7开始工作,通过测温单元9实时检测烘干温度,对涂装进行烘干,烘干过程中,净化单元2吸入废气并进行净化后排放,烘干完成后,重复上述操作收回密封舱门5,利用钢桶抬升机构8下放钢桶,钢桶到达传送单元4表面后,耐高温电磁铁810断电,钢桶抬升机构8再进行抬升,回归下次工位,此时传送单元4启动,对已烘干的钢桶进行送出,完成其整个烘干过程,由于可以进行自动抬桶进行烘干,能够适应制桶自动生产线的生产需求,提高了生产效率。
作为本发明的一种实施方式,如图3所示,所述耐高温电磁铁810的弧形内表面涂覆有丙烯酸酯材质的耐高温防刮层811,用于防止对待烘干钢桶表面涂装的划伤。
在耐高温电磁铁810对钢桶进行吸附时,由于此时钢桶表面涂装尚未进行烘干,在受到耐高温电磁铁810吸力时紧贴其表面,会对涂装表面造成划痕,通过在耐高温电磁铁810的弧形内表面涂覆有丙烯酸酯材质的耐高温防刮层811,能够防止对待烘干钢桶表面涂装的划伤。
作为本发明的一种实施方式,如图4所示,传动转轴84的外圆面靠近第一齿轮83与套筒的中间位置对称固定连接两个限位环812,用于实现对套筒的限位。
钢桶抬升机构8在工作过程中会产生振动,而第二齿轮85仅靠套筒在传动转轴84上进行了限位,振动较大的情况下,第二齿轮85会横向移动与第一齿轮83脱离啮合,使得钢桶抬升机构8无法正常工作,通过在传动转轴84的外圆面靠近第一齿轮83与套筒的中间位置对称固定连接两个限位环812,能够对第二齿轮85进行传动转轴84的横向限位,防止因振动过大造成的第二齿轮85与第一齿轮83脱离啮合的现象发生。
作为本发明的一种实施方式,如图5所示,所述连接机构88包括固定安装于连杆87一端的卡块881;所述弧形固定板89的一端固定安装连接头883;所述连接头883的一端开设有卡槽882;所述卡块881及连接头883的一侧外表面均贯穿开设螺纹孔,且两者通过螺栓进行固定连接,用于实现对不同规格弧形固定板89的更换。
钢桶抬升机构8通过弧形固定板89及其上设置的耐高温电磁铁810实现对钢桶的吸附,而在烘干不同规格尺寸的钢桶时,可能弧形固定板89与钢桶直径并不相同,造成两者无法贴合,影响吸附效果,本实施例通过设置连接机构88,在更换钢桶规格后,可以跟随更换弧形固定板89,使之符合相应钢桶的规格,更换时,直接拧下螺栓,将与弧形固定板89连接的连接头883从卡块881拔出即可完成拆卸,而后在装上相应规格的弧形固定板89即可,提高了产品的实用性。
作为本发明的一种实施方式,如图1至图2所示,所述外壳1前表面对应钢桶抬升机构8的上方位置固定安装有隔热舱门6,且隔热舱门6向外壳1内部关闭后与密封舱门5、外壳1形成的封闭空间能够容纳钢桶抬升机构8及待烘干钢桶的组合体。
进行卸料工作时,钢桶被放下至传送单元4,而密封舱门5直接打开,会造成外壳1内部的热量流失,进而需要耗费更多的电能去维持相应烘干温度,本发明通过在密封舱门5上方设置隔热舱门6,在进行放桶操作时,钢桶抬升机构8工作首先带动钢桶转动至水平位置,此时,通过控制单元控制隔热舱门6关闭,钢桶抬升机构8及钢桶的组合体此时处于隔热舱门6、密封舱门5及外壳1形成的封闭空间中,而隔热舱门6可以对外壳1内部上端的热量进行封闭,防止其流失,仅仅流失处于隔热舱门6、密封舱门5及外壳1形成的封闭空间的部分热量,进而在放桶时能够减少热量的流失,进而节约升温所需要的电能。
作为本发明的一种实施方式,如图6所示,所述外壳1内表面前端及后端对称固定连接两个电动转轴13;所述外壳1内表面通过电动转轴13固定连接有横向限位板12,且所述钢桶抬升机构8的连杆87活动面位于两块横向限位板12的中间空隔位置。
在传送单元4对待烘干的钢桶传送至钢桶抬升机构8的夹取工位时,虽然有防爆工业相机11检测其位置,并由控制单元控制传送单元4的关闭,但在传送过程中会出现振动等情况,造成钢桶位置的偏离,进而给钢桶抬升机构8夹取工作带来困难,降低钢桶抬升机构8的工作稳定性,本发明通过在外壳1内表面前端及后端对称固定连接两个电动转轴13以及横向限位板12,再进行传送,电动转轴13带动横向限位板12转动,使其垂直于钢桶传送方向,在钢桶到达预定夹取工位后,会受到横向限位板12的限位,进而能够精确的使其停留在预定夹取工位,保证了钢桶抬升机构8的工作稳定性。
作为本发明的一种实施方式,如图6所示,所述外壳1内表面两侧靠近电动转轴13的位置对称安装两个伸缩杆14,所述伸缩杆14的一端均固定安装纵向限位板15,用于实现对不同规格钢桶在传送单元4上传送时的纵向限位。
虽然横向限位板12可以对钢桶横向的限位,但是在烘干较小规格的钢桶时,由于钢桶长度小于传送单元4的宽度,进而在传送时纵向并没有进行限位,进而在传送单元4进行钢桶的传送时,会在振动作用下发生相对于传送方向的纵向偏移,进而使得钢桶无法精确抵达钢桶抬升机构8的预定夹取工位,进而影响系统的工作,本发明通过在外壳1内表面两侧靠近电动转轴13的位置对称安装两个伸缩杆14及在伸缩杆14的一端均固定安装纵向限位板15,通过控制伸缩杆14的伸缩,带动纵向限位板15移动,能够根据所需要加工的钢桶的规格进行传送单元4纵向的限位,进而使得不同规格的钢桶均可以精确的传动到预定夹取位置,提高了系统的使用性。
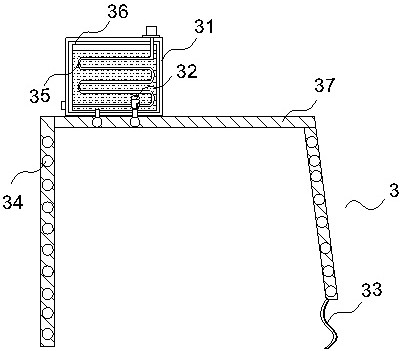
作为本发明的一种实施方式,如图7所示,所述外壳1的一端固定安装有预热单元3;所述预热单元3包括与外壳1固定连接的预热舱体37;所述预热舱体37的上表面一端固定连接有壳体31;所述壳体31内表面铺设第二保温层36;所述壳体31的内部设置热交换管35;所述热交换管35的一端延伸至壳体31外部并通过管道与净化单元2的出气管固定连接;所述壳体31内部设置有水泵32;所述预热舱体37夹层内设置有预热盘管34,且预热盘管34的进水端与水泵32固定连接,其出水端回流至壳体31内部。
通过设置隔热舱门6可以避免部分热量流失,但是净化单元2在进行净化工作时需要进行吸气与排气,热量也会伴随气体进行排出,同样造成热量的流失,本发明通过设置预热单元3,排出的高温气体会经过管道进入预热单元3壳体31内部的热交换管35,壳体31内部填充有导热介质,导热介质与热交换管35内的高温气体进行换热,气体在换热后经排气管排出,导热介质在水泵32的作用下进入设置于预热舱体37夹层内的预热盘管34中,对预热舱体37内部的待烘干的钢桶进行预热,使得其表面的涂装初步进行烘干,从而进一步防止涂装的划伤,同时,避免排出的废气中的热量直接浪费,节约了资源,第二保温层36可以对导热介质进行保温,防止热量流失。
作为本发明的一种实施方式,如图7所示,所述预热舱体37上开设有用于钢桶进入的进口,所述进口内表面上缘固定连接有热反射帘33,所述热反射帘33表面涂覆反射隔热涂料。
预热舱体37上开设有用于钢桶进入的进口,在进行预热时由于开口的存在同样会造成预热单元3内的热量流失,通过在进口内表面上缘固定连接有热反射帘33,热反射帘33表面涂覆反射隔热涂料,在保证钢桶的顺利的传送的同时还能进行保温隔热,防止热量的流失,提高预热单元3预热效果。
使用方法:本发明在工作时,首先传送单元4在控制单元作用下启动,将经过静电喷涂的钢桶传送至外壳1内部,防爆工业相机11检测到送入信号后传输信号至控制单元,控制传送单元4关闭,控制单元再控制钢桶抬升机构8进行工作,工作时,控制单元控制耐高温电机82工作,耐高温电机82工作通过输出端带动传动转轴84进行转动,在传动转轴84的作用下,第一齿轮83进行转动,并通过啮合作用带动第二齿轮85转动,由于第二齿轮85通过支撑杆86与传动转轴84活动连接,在套筒的作用下,第二齿轮85会以传动转轴84为圆心以围绕第一齿轮83进行转动,第二齿轮85向下转动时带动连杆87及弧形固定板89进行转动,待检测到转动至预定工位,此时弧形固定板89紧贴钢桶弧形面,此时控制单元控制耐高温电磁铁810通电产生磁性,对钢桶进行吸附,而后,耐高温电机82进行反转,带动第二齿轮85围绕第一齿轮83向上进行转动,带动钢桶抬升,在钢桶抬升至烘干工位后,控制单元控制密封舱门5关闭,使得钢桶处于密封舱门5及外壳1形成的封闭空间中,此时,电热红外辐射器7开始工作,通过测温单元9实时检测烘干温度,对涂装进行烘干,烘干过程中,净化单元2吸入废气并进行净化后排放,烘干完成后,重复上述操作收回密封舱门5,利用钢桶抬升机构8下放钢桶,钢桶到达传送单元4表面后,耐高温电磁铁810断电,钢桶抬升机构8再进行抬升,回归下次工位,此时传送单元4启动,对已烘干的钢桶进行送出,完成其整个烘干过程,由于可以进行自动抬桶进行烘干,能够适应制桶自动生产线的生产需求,提高了生产效率。
该文中出现的电器元件均通过变压器与外界的主控器及220V市电电连接,并且主控器可为计算机等起到控制的常规已知设备,本发明所提供的产品型号只是为本技术方案依据产品的结构特征进行的使用,其产品会在购买后进行调整与改造,使之更加匹配和符合本发明所属技术方案,其为本技术方案一个最佳应用的技术方案,其产品的型号可以依据其需要的技术参数进行替换和改造,其为本领域所属技术人员所熟知的,因此,本领域所技术人员可以清楚的通过本发明所提供的技术方案得到对应的使用效果。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
|

