|
【专利介绍】一种双边薄壁桶体端口向内卷边机
文/宋敬儒、马林林
专利号:CN 110935773 A
申请号:201811112675.X
申请日:2018.09.25
公开日:2020.03.31
申请人:中江机电科技江苏有限公司
发明人:宋敬儒、马林林
【摘要】
本申请提供了一种双边薄壁桶体端口向内卷边机,其特征在于,包括:第一电机,右侧设有第一减速器;六角传动轴,穿在第一减速器中的输出孔内;链轮,安装在六角传动轴上;第二电机,上方设有第二减速器;联动丝杆,穿在第二减速器中的输出孔内;工装箱体,分别设于联动丝杆左右两侧;双杆气缸,设于工件定位账盘下侧;工件卷钩成型机构,设于工装箱体的上侧;抽芯定位机构,穿插工装箱体中部。本申请便于配套自动流水线生产,便于提高自动化率,降低人力使用,有效的提高了生产效率与加工精度。
【权利要求书】
1、一种双边薄壁桶体端口向内卷边机,其特征在于,包括:第一电机,右侧设有第一减速器;六角传动轴,穿设在第一减速器中的输出孔内;链轮,安装在六角传动轴上;第二电机,上方设有第二减速器;联动丝杆,穿在第二减速器中的输出孔内;工装箱体,分别设于联动丝杆左右两侧;双杆气缸,设于工装箱体下侧;工件卷钩成型机构,设于工装箱体的上侧;抽芯定位机构,穿插工装箱体中部。
2、根据权利要求1所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述抽芯定位机构,包括:抽芯气缸,设于抽芯定位机构尾端;抽芯拉杆,设于工装箱体内部,尾端与抽芯气缸连接;抽芯塔头,设于抽芯拉杆前端。
3、根据权利要求1所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述工件卷钩成型机构,包括:工件卷钩电机,设于工件卷钩成型机构尾端;工件卷钩动作机构,设于工件卷钩电机前端;工件卷钩轮,设于工件卷钩动作机构前端。
4、根据权利要求2所述的一种双边薄壁桶体端口向内卷边机,其特征在于,工件定位账盘,设于抽芯塔头外圈,所述抽芯塔头设有12个胀瓣。
5、根据权利要求1所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述双杆气缸上侧设有工件托架。
6、根据权利要求4所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述链轮通过铰链与所述工件定位账盘连接。
7、根据权利要求1所述的一种双边薄壁桶体端口向内卷边机,其特征在于,左右两个所述抽芯定位机构在同一轴线上。
8、根据权利要求5所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述工件托架呈半圆形开口。
9、根据权利要求1所述的一种双边薄壁桶体端口向内卷边机,其特征在于,左右所述工装箱体设于同一基准面上。
10、根据权利要求9所述的一种双边薄壁桶体端口向内卷边机,其特征在于,所述链轮与所述工装箱体固定连接。
【说明书】
1、技术领域
本申请涉及机械设备领域,具体地涉及一种双边薄壁桶体端口向内卷边机。
2、背景技术
国内外现有多型类似机器,主要用于热水器外胆端口向内卷边,一般均为将工件桶体垂直置于机器工作平面上,采用单个夹具,工件的双边需两次装夹两次成型。生产效率较低,无法批量生产,且加工精度较差。而热水器产品为民用,一般生产批量较大,这个工序上需配备数量较多的类似机器才能满足生产批量的要求。
3、发明内容
(一)要解决的技术问题
鉴于上述技术问题,本申请提供了一种双边薄壁桶体端口向内卷边机,优化了加工工序,提高了生产效率与加工精度。
(二)技术方案
本申请提供了一种双边薄壁桶体端口向内卷边机,包括:第一电机,右侧设有第一减速器;六角传动轴,穿在第一减速器中的输出孔内;链轮,安装在六角传动轴上;第二电机,上方设有第二减速器;联动丝杆,穿在第二减速器中的输出孔内;工装箱体,分别设于联动丝杆左右两侧;双杆气缸,设于工装箱体下侧;工件卷钩成型机构,设于工装箱体的上侧;抽芯定位机构,穿插工装箱体中部。在本申请的一些实施例中,所述抽芯定位机构,包括:抽芯气缸,设于抽芯定位机构尾端;抽芯拉杆,设于工装箱体内部,尾端与抽芯气缸连接;抽芯塔头,设于抽芯拉杆前端。在本申请的一些实施例中,所述工件卷钩成型机构,包括:工件卷钩电机,设于工件卷钩成型机构尾端;工件卷钩动作机构,设于工件卷钩电机前端;工件卷钩轮,设于工件卷钩动作机构前端。在本申请的一些实施例中,工件定位账盘,设于抽芯塔头外圈,所述抽芯塔头设有12个胀瓣。在本申请的一些实施例中,所述双杆气缸上侧设有工件托架。所述链轮通过铰链与所述工件定位账盘连接。左右两个所述抽芯定位机构在同一轴线上。所述工件托架呈半圆形开口。左右所述工装箱体设于同一基准面上。所述链轮与所述工装箱体固定连接。
(三)有益效果
从上述技术方案可以看出,本申请至少具有以下有益效果其中之一:
(1)本申请工件卧式布置,设有气动式工件托架,便于配套自动流水线生产、提高自动化率、降低人力使用。
(2)本申请采用气动抽芯瓣式内胀定位盘,可以将工件撑致极近似圆,同时此机构又能起到工件的定位作用。
(3)本申请采用双边同时装夹、成型,有效的提高了生产效率与加工精度。
(4)本申请的左右抽芯定位机构在同一轴线上,能够有效改善左右工装的加工同步性,进一步提高工件左右卷边的对称精度。
4、附图说明
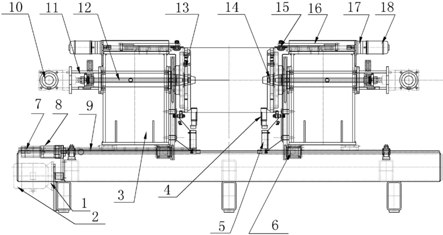
图1为本申请实施例的主视图;
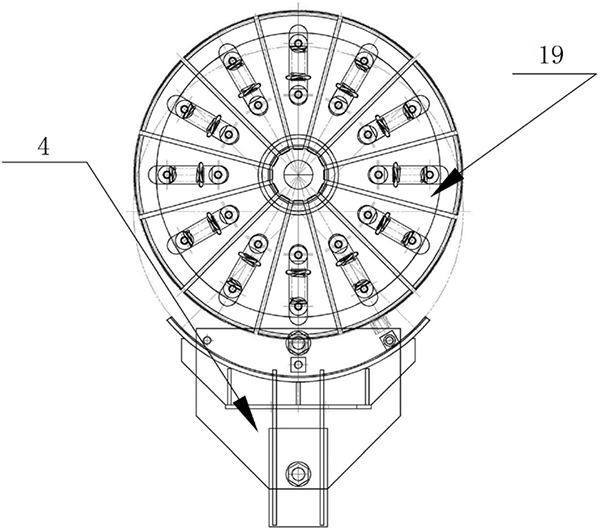
图2为本申请抽芯塔头示意图。
本申请主要元件符号说明:
1、第一电机;2、第一减速器;3、工装箱体;4、工件支架;5、双杆气缸;6、链轮;7、第二电机;8、第二减速器;9、联动丝杆;10、抽芯气缸;11、抽芯定位机构;12、抽芯拉杆;13、工件定位账盘;14、抽芯塔头;15、工件卷钩轮;16、工件卷钩动作机构;17、工件卷钩成型机构;18、工件卷钩电机;19、胀瓣。
5、具体实施方式
本申请提供了一种双边薄壁桶体端口向内卷边机,包括:第一电机1,右侧设有一减速器2;六角传动轴,穿在第一减速器2中的输出孔内;链轮6,安装在六角传动轴上;第二电机7,上方设有第二减速器8;联动丝杆9,穿在第二减速器8中的输出孔内;工装箱体3,分别设于联动丝杆9左右两侧;双杆气缸5,设于工装箱体3下侧;工件卷钩成型机构17,设于工装箱体3的上侧;抽芯定位机构11,穿插工装箱体3中部。为使本申请的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本申请进一步详细说明。
具体实施例
实施例1
如图1所示,本申请采用一个基准工作面上两边工装箱体3相对运动的主体机构,第一电机1安装在本申请的左侧,所述第一电机1为伺服电机;第一减速器2安装在第一电机1的右侧,所述第一减速器2为行星减速器;六角传动轴与第一减速器2的输出孔连接并贯穿两侧工装箱体3底部,两侧工装箱体3底部的六角传动轴上设有两个链轮6,链轮6与工装箱体3的底部固定连接,工件成型的主运动由第一电机1经第一减速器2,带动六角传动轴转动,两侧工件箱体3各一组的链轮链条副将转矩传递到两侧工件定位账盘13上,实现工作旋转。本申请采用双边同时装夹、成型,有效的提高了生产效率与加工精度。
实施例2
本申请两边工装箱体3的位移通过联动丝杆9来实现,第二电机7安装在第一电机1的上方,所述第二电机7的型号为ECMA-C20807RS;第二减速器8安装在第二电机7的右端,所述第二减速器8的型号为PLF80-10;所述联动丝杆9的左侧与第二减速器8的输出孔连接并贯穿两侧工装箱体3底部,联动丝杆9设在六角传动轴前侧,两者互不影响;工装箱体3的位移由第二电机7经第二减速器8带动联动丝杆9转动,安装在联动丝杆9两侧的工装箱体3开始相向运动,同时固定安装在工装箱体3底部的链轮6跟随工装箱体3位移。如用户需要,也可通过采用交流伺服电机和PLC+触措屏的配置,实现左右工装开档尺寸的数字化调节。
实施例3
本申请的抽芯定位机构11穿插工装箱体3中部,左右两个抽芯定位机构11在同一轴线上。所述抽芯定位机构11包括:抽芯气缸10、抽芯拉杆12、抽芯塔头14。抽芯气缸10位于抽芯定位机构11的尾端,所述抽芯气缸10的型号为SC150X50,抽芯气缸10的前端设有抽芯拉杆12,抽芯拉杆12安装在工装箱体3的内部,抽芯拉杆12的前端设有抽芯塔头14,抽芯塔头设有12个胀瓣19,抽芯塔头的外圈设有工件定位账盘13。工件的装卸定位通过抽芯塔头14的12个斜契面,对向心分布的12个胀瓣19产生相对运动,在弹簧与盖板的作用下实现胀瓣19外圆的大小变动,达到工件装卸与定位旋转的效果,工件一般为0 .5-0 .7厚度的薄壁件,卷制后仍不会是标准圆,采用工件定位账盘13可以将工件撑致极近似圆,同时又可起到工件的定位作用。
实施例4
本申请的工件卷钩成型机构17设于工装箱体3上侧,用于实现工件成型。所述工件卷钩成型机构17包括:工件卷钩轮15、工件卷钩动作机构16、工件卷钩电机18。工件卷钩电机18安装在工件卷钩成型机构17的尾部,所述工件卷钩电机18的型号为J90-ZYT05-PX6-B5;工件卷钩动作机构16安装在工件卷钩电机18前端,工件卷钩轮15安装在工件卷钩动作机构16前端。工装箱体3的下侧装有双杆气缸5,所述双杆气缸5的型号为TN32X50,双杆气缸5上侧装有工件支架4,工件支架4呈半圆形开口状,用于支撑工件。本申请通过调节工件卷钩电机18的工作电压来调整成型的速度,合适的速度可减少工件卷勾产生的皱折,通过配套的力矩控制器来调整成型所需的力。
6、工作原理
本申请将前后工装箱体3预调至相对于一种工件长度的最大开档位置,工件定位账盘13应为对应工件的型号,工件支架4处于下位,人工将工件放入机器中部两个工件支架4的托环上,按动机器的“启动”按钮,工件支架4上升,两端工装箱体3按预设的行程相向运动,并将工件套入工件定位账盘13上,在两个工件定位账盘13下部设的两处轴向定位装置会自动将工件的轴向位置确定好,机器的抽芯气缸10工作,抽芯塔头14上的胀瓣19向外运动达到将工件胀紧的目的,第一电机1经第一减速器2,带动六角传动轴转动,两侧工件箱体3各一组的链轮链条副将转矩传递到两侧工件定位账盘13上,实现工作旋转,本申请的工件卷钩电机18工作,工件卷钩成型机构17工作,推动工件卷钩轮15前行,工件卷钩轮15工作,将工件两端口的材料逐渐卷制成勾,到位后延时暂停,工件卷钩电机18反转后退,第一电机1停车,抽芯气缸10反向运动,工件定位账盘13松开,同时第二电机7动作,两工装开档尺寸稍变小约5MM,工件支架4升起,托住工件,第二电机7反向动作,两工装箱体3反回到初始状态,取出工件,机器进入下一工作循环。
至此,已经结合附图对本实施例进行了详细描述。依据以上描述,本领域技术人员应当对本申请有了清楚的认识。
需要说明的是,在附图或说明书正文中,未绘示或描述的实现方式,均为所属技术领域中普通技术人员所知的形式,并未进行详细说明。此外,上述对各元件和方法的定义并不仅限于实施例中提到的各种具体结构、形状或方式。
还需要说明的是,本文可提供包含特定值的参数的示范,但这些参数无需确切等于相应的值,而是可在可接受的误差容限或设计约束内近似于相应值。实施例中提到的方向用语,例如“上”、“下”、“前”、“后”、“左”、“右”等,仅是参考附图的方向,并非用来限制本申请的保护范围。此外,除非特别描述或必须依序发生的步骤,上述步骤的顺序并无限制于以上所列,且可根据所需设计而变化或重新安排。并且上述实施例可基于设计及可靠度的考虑,彼此混合搭配使用或与其他实施例混合搭配使用,即不同实施例中的技术特征可以自由组合形成更多的实施例。
以上所述的具体实施例,对本申请的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本申请的具体实施例而已,并不用于限制本申请,凡在本申请的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
|

