|
【专利介绍】钢桶自动充气旋盖机组
慕德平
专利号:CN 210761498 U
专利权人:营口北方制桶设备科技有限公司
发明人:慕德平
【摘要】
本实用新型涉及一种自动充气旋盖机组,在工位输送链的传输方向为钢桶的运动方向,沿钢桶运动方向依次设有钢桶寻口装置、周转盖拆卸装置、热空气置换装置和封闭器安装装置,实现钢桶定位、周转盖拆卸、排除内部热空气和安装大小封闭器一系列动作;工位输送链的一端为主动座,另一端为被动座,主动座上设有提供动力的电机带动工位输送链运动。该机组自动充气旋盖机组结构紧凑,操作调试简单易上手,工作连续性强且工作效率高,实现钢桶制造的全线自动化生产。
【权利要求书】
1 .一种自动充气旋盖机组,其特征在于:在工位输送链(1)的传输方向为钢桶的运动方向,沿钢桶运动方向依次设有钢桶寻口装置(10)、周转盖拆卸装置(20)、热空气置换装置(30)和封闭器安装装置(40),实现钢桶定位、周转盖拆卸、排除内部热空气和安装大小封闭器一系列动作;工位输送链(1)的一端为主动座(3),另一端为被动座,主动座上设有提供动力的电机(2)带动工位输送链(1)运动。
2 .如权利要求1所述的自动充气旋盖机组,其特征在于:所述的钢桶寻口装置(10)结构为,在工位输送链(1)的两侧对应位置对称设有转桶装置(11),转桶装置(11)的上方通过支架连接寻口传感器(12),寻口传感器(12)的线缆与外部的控制装置连接,并与转桶装置(11)的控制电机形成控制回路。
3 .如权利要求2所述的自动充气旋盖机组,其特征在于:所述的转桶装置(11)的结构为,在架体两侧设有滚轮装置,由电机带动滚轮装置进行旋转,在钢桶进入装置后,由气缸推动滚轮装置夹紧钢桶进行旋转。
4 .如权利要求1所述的自动充气旋盖机组,其特征在于:所述的周转盖拆卸装置(20)结构为,在对应位置的工位输送链(1)上方设有架体,架体上设置两个寻口气缸(21),寻口气缸(21)的位置分别与钢桶盖上大、小桶口处对应,在每个气缸的活塞杆上分别设置有强磁铁(22),将周转盖吸取下来。
5 .如权利要求1所述的自动充气旋盖机组,其特征在于:所述的热空气置换装置(30)结构为,在对应位置的工位输送链(1)上方设有架体,架体上设有具有固定转轴的支杆(31),支杆(31)的一端设置支撑气缸(32),另一端连接输气管(33),输气管(33)的位置与钢桶桶盖上的大桶口位置对应。
6 .如权利要求1所述的自动充气旋盖机组,其特征在于:所述的封闭器安装装置(40)结构为,封闭器安装装置(40)占用两个工位,每个工位的外部设有封闭器震动筛(41),封闭器震动筛(41)上连接有输送带并输送到工位,在两个工位分别设有大桶盖安装装置(42)和小桶盖安装装置(43),在每个桶盖的输送带末端设有气爪(44),气爪(44)将桶盖传送给对应的大桶盖安装装置(42)或小桶盖安装装置(43)。
【说明书】
1、技术领域
本实用新型涉及一种自动充气旋盖机组,用于将防止喷漆时污染钢桶内部的周转盖更换成封闭器,并排净烘干残留在钢桶内部残留热空气的设备。
2、背景技术
随着制桶行业的迅速发展,对制桶生产线的生产速度有了更高的要求。钢桶在喷漆烘干后需要拆卸周转盖,并在排净钢桶内残留的热空气后安装大小封闭器,喷漆钢桶在烘干后会在桶内残留有部分热空气,如若不进行处理,热空气遇冷液化会锈蚀钢桶内表面。这道工序因为操作简单一直由人工操作,所以导致生产速度较慢,还耗费大量人力和物力,无法实现全自动化生产,直接影响到成品桶的生产效率。
3、发明内容
本实用新型要解决的技术问题是提供一种自动充气旋盖机组,该机组自动充气旋盖机组结构紧凑,操作调试简单易上手,工作连续性强且工作效率高,实现钢桶制造的全线自动化生产。
为解决以上问题,本实用新型的具体技术方案如下:一种自动充气旋盖机组,在工位输送链的传输方向为钢桶的运动方向,沿钢桶运动方向依次设有钢桶寻口装置、周转盖拆卸装置、热空气置换装置和封闭器安装装置,实现钢桶定位、周转盖拆卸、排除内部热空气和安装大小封闭器一系列动作;工位输送链的一端为主动座,另一端为被动座,主动座上设有提供动力的电机带动工位输送链运动。
所述的钢桶寻口装置结构为,在工位输送链的两侧对应位置对称设有转桶装置,转桶装置的上方通过支架连接寻口传感器,寻口传感器的线缆与外部的控制装置连接,并与转桶装置的控制电机形成控制回路。
所述的转桶装置的结构为,在架体两侧设有滚轮装置,由电机带动滚轮装置进行旋转,在钢桶进入装置后,由气缸推动滚轮装置夹紧钢桶进行旋转。
所述的周转盖拆卸装置结构为,在对应位置的工位输送链上方设有架体,架体上设置两个寻口气缸,寻口气缸的位置分别与钢桶盖上大、小桶口处对应,在每个气缸的活塞杆上分别设置有强磁铁,将周转盖吸取下来。
所述的热空气置换装置结构为,在对应位置的工位输送链上方设有架体,架体上设有具有固定转轴的支杆,支杆的一端设置支撑气缸,另一端连接输气管,输气管的位置与钢桶桶盖上的大桶口位置对应。
所述的封闭器安装装置结构为,封闭器安装装置占用两个工位,每个工位的外部设有封闭器震动筛,封闭器震动筛上连接有输送带并输送到工位,在两个工位分别设有大桶盖安装装置和小桶盖安装装置,在每个桶盖的输送带末端设有气爪,气爪将桶盖传送给对应的大桶盖安装装置或小桶盖安装装置。
该自动充气旋盖机组将若干个自动设置排列在工位输送链上,依次进行寻口位置找正、周转盖拆卸、洁净空气置换和正式桶口件的安装,从而保证将喷漆烘干后钢桶的周转盖更换成大小封闭器,完成一个成品钢桶的制作,不仅提高工作效率,节省大量人力物力,实现钢桶制造线的全自动化生产。
4、附图说明
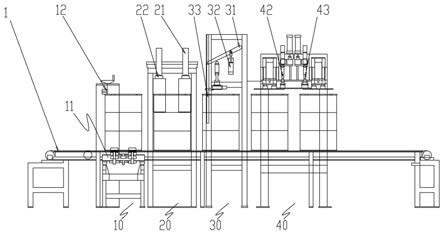
图1为自动充气旋盖机组的主视图。
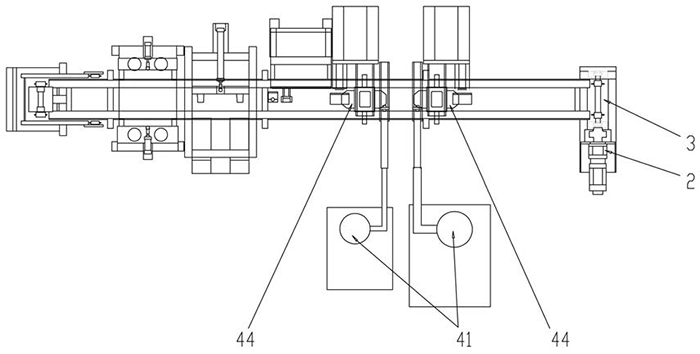
图2为自动充气旋盖机组的俯视图。
5、具体实施方式
如图1和图2所示,一种自动充气旋盖机组,在工位输送链1的传输方向为钢桶的运动方向,沿钢桶运动方向依次设有钢桶寻口装置10、周转盖拆卸装置20、热空气置换装置30和封闭器安装装置40,实现钢桶定位、周转盖拆卸、排除内部热空气和安装大小封闭器一系列动作;工位输送链1的一端为主动座3,另一端为被动座,主动座上连接提供动力的电机2带动工位输送链1运动。
所述的钢桶寻口装置10结构为,在工位输送链1的两侧对应位置设有转桶装置11,转桶装置11的上方通过支架连接寻口传感器12,寻口传感器12的线缆与外部的控制装置连接,并与转桶装置11的控制电机形成控制回路;其中转桶装置11的结构为在架体两侧设有滚轮装置,由电机带动滚轮装置进行旋转,当钢桶到达钢桶寻口装置10对应的工位后,转桶装置11中的气缸推动滚轮装置夹紧钢桶,进而带动钢桶旋转,上方的寻口传感器12感应到周转盖的位置后,转桶装置11停止,钢桶的周转盖即在被指定的位置处。
所述的周转盖拆卸装置20结构为,在对应位置的工位输送链1上方设有架体,架体上设置两个寻口气缸21,寻口气缸21的位置分别与钢桶大桶盖和小桶盖位置对应,在每个气缸的活塞杆上分别设有强磁铁22。当钢桶到达周转盖拆卸装置20的工位时,两个寻口气缸21分别带动强磁铁22向下运动,实现大小周转盖的拆卸。
所述的热空气置换装置30结构为,在对应位置的工位输送链1上方设有架体,架体上设有具有固定转轴的支杆31,支杆31的一端设置支撑气缸32,另一端连接输气管33,输气管33的位置与钢桶桶盖上的大桶口处位置对应。当钢桶到达热空气置换装置30的工位后,支撑气缸32动作,带动支杆31摆动,从而实现输气管33插入到钢桶内部,向内输入空气将残留的热空气排净。
所述的封闭器安装装置40结构为,封闭器安装装置40占用两个工位,每个工位的外部设有封闭器震动筛41,封闭器震动筛41上连接有输送带并输送到工位,在两个工位分别设有大桶盖安装装置42和小桶盖安装装置43,在每个桶盖的输送带末端设有气爪44,气爪44将桶盖传送给对应的大桶盖安装装置42或小桶盖安装装置43。当钢桶依次来到两个封闭器安装装置40工位,由封闭器震动筛41对小封闭器和大封闭器进行输送,并输送至对应的气爪44处,气爪44将小封闭器或大封闭器送至大桶盖安装装置42或小桶盖安装装置43内,并实现钢桶封闭器锁装完毕。
|

