|
【专利介绍】一种卷圆状桶板焊接用定位装置
申请号:CN202220384754
申请日:2022.02.23
公开(公告)日:2022.08.23
ipc分类号:B23K26/21
申请(专利权)人:苏州市吴江国毅达机械有限公司
发明人:钱毅
【摘要】
本实用新型涉及桶板焊接定位装置技术领域,特别涉及一种卷圆状桶板焊接用定位装置;定位装置使卷圆状桶板的两个待焊接端部对齐定位后用以焊接,卷圆状桶板呈横倒状,且两个待焊接端部位于横倒状的卷圆状桶板上端部;定位装置包括使卷圆状桶板处于静止状态的支撑部、设置在卷圆状桶板两侧边使桶板保持卷圆状的抱紧机构、使两个待焊接端部在卷圆状桶板轴向相对齐的高度对齐机构、使两个待焊接端部在上下向相对齐的厚度对齐机构;本实用新型对齐精度高,结构紧凑,极大的提高了桶焊接的成品率。
【权利要求书】
1 .一种卷圆状桶板焊接用定位装置,定位装置使卷圆状桶板的两个待焊接端部对齐定位后用以焊接,其特征在于:
所述卷圆状桶板呈横倒状,且两个待焊接端部位于横倒状的卷圆状桶板上端部;
所述定位装置包括使卷圆状桶板处于静止状态的支撑部、设置在卷圆状桶板两侧边使桶板保持卷圆状的抱紧机构、使两个待焊接端部在卷圆状桶板轴向相对齐的高度对齐机构、使两个待焊接端部在上下向相对齐的厚度对齐机构;
所述厚度对齐机构包括设置在两个待焊接端部正下方的定位座组件、设置在两个待焊接端部上方的与定位座组件配合将两个待焊接端部进行上下对齐定位后固定的定位压板组件和固定压板组件。
2 .根据权利要求1所述的一种卷圆状桶板焊接用定位装置,其特征在于:
所述定位座组件包括升降动作的动座模组和固定设置的定座,所述动座模组和定座左右设置;
所述定位压板组件包括与动座模组配合的第一定位压板驱动模组、与定座配合的第二定位压板驱动模组;
所述固定压板组件包括与动座模组配合的第一固定压板模组、与定座配合的第二固定压板模组。
3 .根据权利要求2所述的一种卷圆状桶板焊接用定位装置,其特征在于:
所述第一定位压板驱动模组包括长度方向平行于卷圆状桶板中心轴线的第一定位压板、驱动第一定位压板竖直向升降的第一定位压板驱动件;
所述第二定位压板驱动模组包括长度方向平行于卷圆状桶板中心轴线的第二定位压板、驱动第二定位压板竖直向升降的第二定位压板驱动件;
所述第一定位压板和第二定位压板的下端部均为竖直设置的方体,所述第一固定压板模组、第二固定压板模组左右对称设置,所述第一固定压板模组包括沿卷圆状桶板的轴向并列设置的若干第一固定压板、驱动每个第一固定压板压住或松开一待焊接端部的若干第一固定压板驱动件;
所述第二固定压板模组包括沿卷圆状桶板的轴向并列设置的若干第二固定压板、驱动每个第二固定压板压住或松开另一待焊接端部的若干第二固定压板驱动件;若干第一固定压板和若干第二固定压板同时动作,若干所述第一固定压板和若干第二固定压板的最小的水平向间距大于或等于第一定位压板和第二定位压板水平向的宽度和。
4 .根据权利要求2所述的一种卷圆状桶板焊接用定位装置,其特征在于:
所述高度对齐机构堵设在卷圆状桶板移动方向的前侧,其结构包括挡板、驱动挡板升降的挡板驱动件;所述抱紧机构包括设置在动座模组同侧的第一抱紧机构、设置在定座同侧的第二抱紧机构,所述第一抱紧机构、第二抱紧机构左右对称设置;
所述第一抱紧机构、第二抱紧机构分别包括与卷圆状桶板形状匹配的第一圆弧形抱件、第二圆弧形抱件,以及驱动第一圆弧形抱件、第二圆弧形抱件水平移动的第一抱件驱动件、第二抱件驱动件。
5 .根据权利要求3所述的一种卷圆状桶板焊接用定位装置,其特征在于:
所述动座模组包括动座、驱动动座升降的动座驱动件;
所述第一定位压板驱动模组、第二定位压板驱动模组连接有驱动二者往两个待焊接端部正上方的工作位整体斜向往复移动的斜向驱动件;
每个所述第一固定压板和每个所述第二固定压板的中部均与架体铰接,每个所述第一固定压板和每个所述第二固定压板上的尾部分别与第一固定压板驱动件、第二固定压板驱动件相铰接。
6 .根据权利要求5所述的一种卷圆状桶板焊接用定位装置,其特征在于:
所述定座的顶面与动座的顶面相邻部分均为一平整面,所述定座的顶面与动座的顶面除去平整面均为弧面;两个所述平整面交界处共同开设有平行于卷圆状桶板中心轴线的凹槽;
若干所述第一固定压板和若干第二固定压板其中与两个待焊接端部相接触的部分为内嵌的铜块;
若干所述第一固定压板和若干第二固定压板相对的端面均为倾斜面,两个倾斜面整体呈向上开口喇叭状。
7 .根据权利要求4所述的一种卷圆状桶板焊接用定位装置,其特征在于:所述第一圆弧形抱件、第二圆弧形抱件均包括沿卷圆状桶板的轴向设置的若干第一柱体、若干第二柱体。
【说明书】
技术领域
本实用新型涉及桶板焊接定位装置技术领域,特别涉及一种卷圆状桶板焊接用定位装置。
背景技术
金属桶一般采用钢板制作,钢板卷圆后焊接成型,端盖再与焊接后的桶身通过卷边固定连接,最后密封为成品;钢桶包装作为化工原料、化工产品以及石油化工必不可少的包装容器,在传统容器中占有很重要的地位;现有技术中,呈卷圆状的桶板焊接时两个待焊接端部需要贴的非常近,超过20丝即0 .2㎜就会落焊,特别涉及到激光焊接且桶板厚度仅为1㎜左右时,对两个待焊接端部焊接前的对齐精度要求比较高,如何设计出一种高精度的卷圆状桶板焊接用定位装置是亟需解决的问题;经检索,未发现与本实用新型相同或相似的技术方案。
实用新型内容
本实用新型目的是:提供一种卷圆状桶板焊接用定位装置,以解决现有技术中卷圆状桶板的两个待焊接端部焊接前的对齐精度不高的问题。
本实用新型的技术方案是:一种卷圆状桶板焊接用定位装置,定位装置使卷圆状桶板的两个待焊接端部对齐定位后用以焊接;
所述卷圆状桶板呈横倒状,且两个待焊接端部位于横倒状的卷圆状桶板上端部;
所述定位装置包括使卷圆状桶板处于静止状态的支撑部、设置在卷圆状桶板两侧边使桶板保持卷圆状的抱紧机构、使两个待焊接端部在卷圆状桶板轴向相对齐的高度对齐机构、使两个待焊接端部在上下向相对齐的厚度对齐机构;
所述厚度对齐机构包括设置在两个待焊接端部正下方的定位座组件41、设置在两个待焊接端部上方的与定位座组件41配合将两个待焊接端部进行上下对齐定位后固定的定位压板组件和固定压板组件。
优选的,所述定位座组件41包括升降动作的动座模组和固定设置的定座,所述动座模组和定座左右设置;
所述定位压板组件包括与动座模组配合的第一定位压板驱动模组、与定座配合的第二定位压板驱动模组;
所述固定压板组件包括与动座模组配合的第一固定压板模组、与定座配合的第二固定压板模组。
优选的,所述第一定位压板驱动模组包括长度方向平行于卷圆状桶板中心轴线的第一定位压板、驱动第一定位压板竖直向升降的第一定位压板驱动件;
所述第二定位压板驱动模组包括长度方向平行于卷圆状桶板中心轴线的第二定位压板、驱动第二定位压板竖直向升降的第二定位压板驱动件;
所述第一定位压板和第二定位压板的下端部均为竖直设置的方体。所述第一固定压板模组、第二固定压板模组左右对称设置,所述第一固定压板模组包括沿卷圆状桶板的轴向并列设置的若干第一固定压板、驱动每个第一固定压板压住或松开一待焊接端部的若干第一固定压板驱动件;
所述第二固定压板模组包括沿卷圆状桶板的轴向并列设置的若干第二固定压板、驱动每个第二固定压板压住或松开另一待焊接端部的若干第二固定压板驱动件;若干第一固定压板和若干第二固定压板同时动作。若干所述第一固定压板和若干第二固定压板的最小的水平向间距大于或等于第一定位压板和第二定位压板水平向的宽度和。
优选的,所述高度对齐机构堵设在卷圆状桶板移动方向的前侧,其结构包括挡板、驱动挡板升降的挡板驱动件;所述抱紧机构包括设置在动座模组同侧的第一抱紧机构、设置在定座同侧的第二抱紧机构,所述第一抱紧机构、第二抱紧机构左右对称设置;
所述第一抱紧机构、第二抱紧机构分别包括与卷圆状桶板形状匹配的第一圆弧形抱件、第二圆弧形抱件,以及驱动第一圆弧形抱件、第二圆弧形抱件水平移动的第一抱件驱动件、第二抱件驱动件。优选的,所述动座模组包括动座、驱动动座升降的动座驱动件;
所述第一定位压板驱动模组、第二定位压板驱动模组连接有驱动二者往两个待焊接端部正上方的工作位整体斜向往复移动的斜向驱动件;每个所述第一固定压板和每个所述第二固定压板的中部均与架体铰接,每个所述第一固定压板和每个所述第二固定压板上的尾部分别与第一固定压板驱动件、第二固定压板驱动件相铰接。
优选的,所述定座的顶面与动座的顶面相邻部分均为一平整面,所述定座的顶面与动座的顶面除去平整面均为弧面;两个所述平整面交界处共同开设有平行于卷圆状桶板中心轴线的凹槽;若干所述第一固定压板和若干第二固定压板其中与两个待焊接端部相接触的部分为内嵌的铜块;若干所述第一固定压板和若干第二固定压板相对的端面均为倾斜面,两个倾斜面整体呈向上开口喇叭状。
优选的,所述第一圆弧形抱件、第二圆弧形抱件均包括沿卷圆状桶板的轴向设置的若干第一柱体、若干第二柱体。
与现有技术相比,本实用新型的优点是:
(1)本实用新型通过抱紧机构、高度对齐机构、厚度对齐机构等对两个待焊接端部进行对齐定位,其中抱紧机构使卷圆状的桶板保持卷圆状的同时使两个待焊接端部相贴近,高度对齐机构使两个待焊接端部在卷圆状桶板轴向相对齐,厚度对齐机构使两个待焊接端部在上下向相对齐,通过各机构的相互配合,本实用新型对齐精度高,结构紧凑,极大的提高了桶焊接的成品率。
(2)本实用新型中固定压板组件中,若干第一固定压板、若干第二固定压板沿卷圆状桶板的轴向并列设置,若干第一固定压板、若干第二固定压板为分段设置且同时做出下压动作,相较于两块整板直接压在两个待焊接端部上,分段同时下压,第一,动力更分散,第二,使两个待焊接端部上受力更均匀,避免了空鼓、压不平整的问题。
附图说明
下面结合附图及实施例对本实用新型作进一步描述:
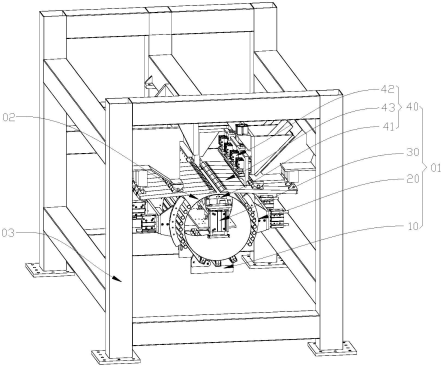
图1为本实施例所述一种卷圆状桶板焊接用定位装置的结构示意图;
图1
图2为本实施例所述一种卷圆状桶板焊接用定位装置的部分结构示意图;
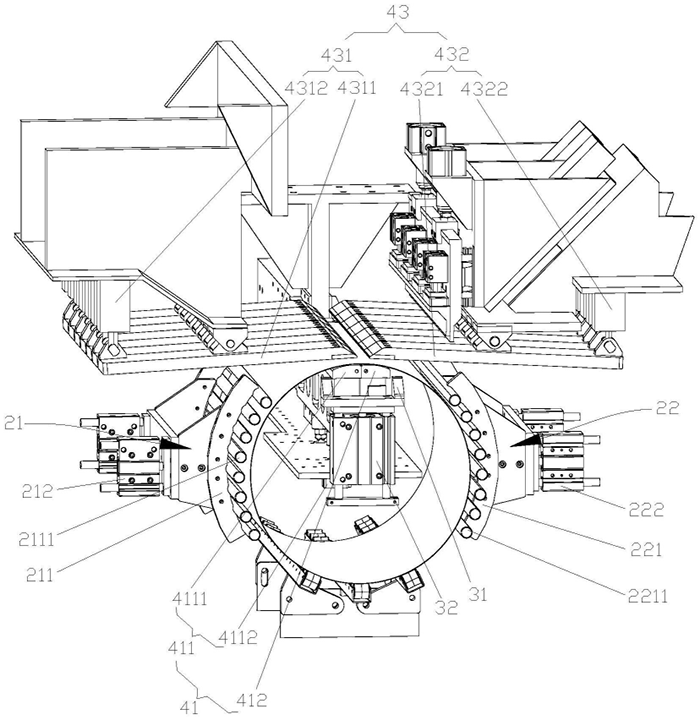
图2
图3为图2的前视图;
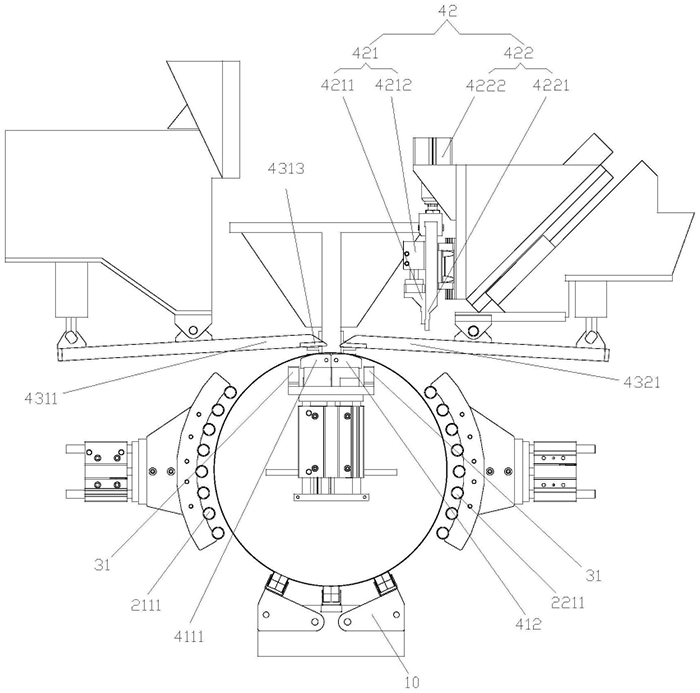
图3
图4为图2的俯视图;
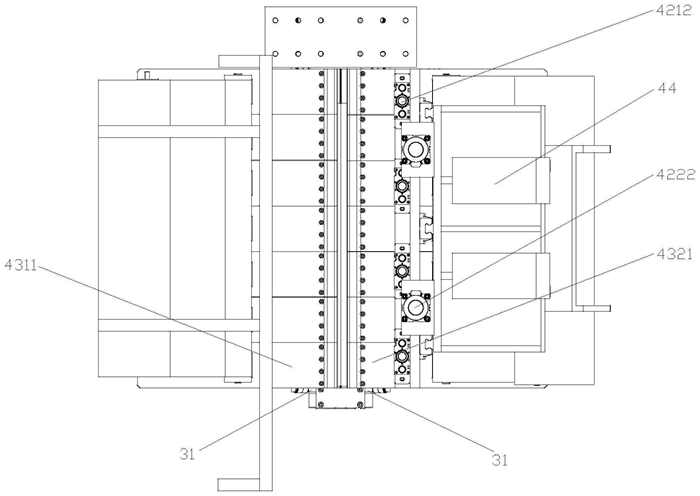
图4
图5为图3中A处的放大结构示意图;
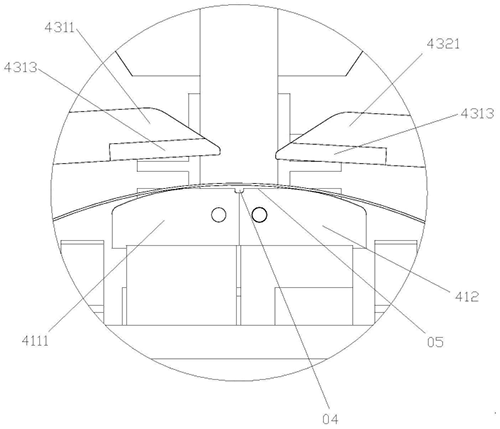
图5
图6为本实施例所述厚度对齐机构中动座、定座、第一定位压板、第二定位压板、第一固定压板、第二固定压板动作流程示意图。
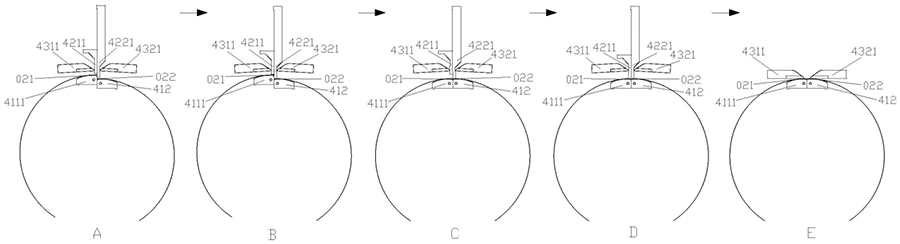
图6
其中:01、定位装置;10、底座;20、抱紧机构,21、第一抱紧机构,211、第一圆弧形抱件、2111、第一柱体2111,212、第一抱件驱动件,22、第二抱紧机构,221、第二圆弧形抱件,2211、第二柱体,222、第二抱件驱动件;30、高度对齐机构,31、挡板,32、挡板驱动件;40、厚度对齐机构;41、定位座组件,411、动座模组,4111、动座,4112、动座驱动件,412、定座;42、定位压板组件,421、第一定位压板驱动模组,4211、第一定位压板,4212、第一定位压板驱动件,422、第二定位压板驱动模组,4221、第二定位压板,4222、第二定位压板驱动件;43、固定压板组件,431、第一固定压板模组,4311、第一固定压板,4312、第一固定压板驱动件,4313、铜块,432、第二固定压板模组,4321、第二固定压板,4322、第二固定压板驱动件;44、斜向驱动件;02、卷圆状桶板,021、第一待焊接端部,022、第二待焊接端部;03、支架;04、凹槽,05、平整面。
具体实施方式
下面结合具体实施例,对本实用新型的内容做进一步的详细说明:
在实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对实用新型的限制。
在整个桶的生产过程中,本实施例具体应用在焊机焊接前的定位中,平板状的桶板经过卷圆机后呈卷圆状,驱动件将卷圆状的桶板运输至本卷圆状桶板焊接用定位装置01,本定位装置01的作用为将卷圆状的桶板定位后供焊机焊接;本实施例中,第一抱件驱动件212、第二抱件驱动件222、挡板驱动件32、动座驱动件4112、第一定位压板驱动件4212、第二定位压板驱动件4222、第一固定压板驱动件4312、第二固定压板驱动件4322、斜向驱动件44均为气缸,也可以为其它公知常识性驱动件。
具体如图1‑5所示,一种卷圆状桶板焊接用定位装置01,整个定位装置01固定在支架03上,定位装置01使卷圆状桶板02的两个待焊接端部对齐定位后用以焊接;卷圆状桶板02呈横倒状,且两个待焊接端部位于横倒状的卷圆状桶板02上端部;定位装置01包括使卷圆状桶板02处于静止状态的支撑部、设置在卷圆状桶板02两侧边使桶板保持卷圆状的抱紧机构20、使两个待焊接端部在卷圆状桶板02轴向相对齐的高度对齐机构30、使两个待焊接端部在上下向相对齐的厚度对齐机构40;本实施例中支撑部为设有支撑滚轮的底座10,该底座10为卷圆状桶板02提供支撑作用和运输作用。抱紧机构20包括设置在动座模组411同侧的第一抱紧机构21、设置在定座412同侧的第二抱紧机构22,第一抱紧机构21、第二抱紧机构22左右对称设置;第一抱紧机构21、第二抱紧机构22分别包括与卷圆状桶板02形状匹配的第一圆弧形抱件211、第二圆弧形抱件221,以及驱动第一圆弧形抱件211、第二圆弧形抱件221水平移动的第一抱件驱动件212、第二抱件驱动件222;第一圆弧形抱件211、第二圆弧形抱件221均包括沿卷圆状桶板02的轴向设置的若干第一柱体2111、若干第二柱体2211;
抱紧机构20使卷圆状的桶板保持卷圆状的同时使两个待焊接端部相贴近。高度对齐机构30堵设在卷圆状桶板02移动方向的前侧,其结构包括挡板31、驱动挡板31升降的挡板驱动件32。厚度对齐机构40包括设置在两个待焊接端部正下方的定位座组件41、设置在两个待焊接端部上方的与定位座组件41配合将两个待焊接端部进行上下对齐定位后固定的定位压板组件42和固定压板组件43。定位座组件41包括升降动作的动座模组411和固定设置的定座412,动座模组411和定座412左右设置;动座模组411包括动座4111、驱动动座4111升降的动座驱动件4112;如图5所示,定座412的顶面与动座4111的顶面相邻部分均为一平整面05,定座412的顶面与动座4111的顶面除去平整面05均为弧面;两个平整面05交界处共同开设有平行于卷圆状桶板02中心轴线的凹槽04。
定位压板组件42包括与动座模组411配合的第一定位压板驱动模组421、与定座412配合的第二定位压板驱动模组422;第一定位压板驱动模组421包括长度方向平行于卷圆状桶板02中心轴线的第一定位压板4211、驱动第一定位压板4211竖直向升降的第一定位压板驱动件4212;第二定位压板驱动模组422包括长度方向平行于卷圆状桶板02中心轴线的第二定位压板4221、驱动第二定位压板4221竖直向升降的第二定位压板驱动件4222;第一定位压板4211和第二定位压板4221的下端部均为竖直设置的方体;第一定位压板驱动模组421、第二定位压板驱动模组422连接有驱动二者往两个待焊接端部正上方的工作位整体斜向往复移动的斜向驱动件44;本实施例中,第一定位压板4211和第二定位压板4221左右向紧邻设置,当第一定位压板4211和第二定位压板4221同时在最下端时二者的下端面在同一水平面内;本实施例中,第一定位压板驱动模组421整体安装在第二定位压板4221上,初始状态时,第一定位压板驱动件4212、第二定位压板驱动件4222的推杆均为回缩状态,且第一定位压板4211的下端面为高于第二定位压板4221的下端面的状态;当然,第一定位压板驱动模组421、第二定位压板驱动模组422分体设置也可以。
固定压板组件43包括与动座模组411配合的第一固定压板模组431、与定座412配合的第二固定压板模组432;第一固定压板模组431、第二固定压板模组432左右对称设置,第一固定压板模组431包括沿卷圆状桶板02的轴向并列设置的若干第一固定压板4311、驱动每个第一固定压板4311压住或松开一待焊接端部的若干第一固定压板驱动件4312;第二固定压板模组432包括沿卷圆状桶板02的轴向并列设置的若干第二固定压板4321、驱动每个第二固定压板4321压住或松开另一待焊接端部的若干第二固定压板驱动件4322;若干第一固定压板4311和若干第二固定压板4321同时动作;若干第一固定压板4311和若干第二固定压板4321的最小的水平向间距大于或等于第一定位压板4211和第二定位压板4221水平向的宽度和,该设置便于若干第一固定压板4311、若干第二固定压板4321、第一定位压板4211、第二定位压板4221同时压在两个待焊接端部。
每个第一固定压板4311和每个第二固定压板4321的中部均与架体铰接,每个第一固定压板4311和每个第二固定压板4321上的尾部分别与第一固定压板驱动件4312、第二固定压板驱动件4322相铰接。若干第一固定压板4311和若干第二固定压板4321其中与两个待焊接端部相接触的部分为内嵌的铜块4313,铜块4313的设置可以保证焊渣不粘黏在若干第一固定压板4311、若干第二固定压板4321上,也保证若干第一固定压板4311、若干第二固定压板4321不会压坏两个待焊接端部;若干第一固定压板4311和若干第二固定压板4321相对的端面均为倾斜面,两个倾斜面整体呈向上开口喇叭状;本实施例中沿卷圆状桶板02的轴向并列设置的若干第一固定压板4311、若干第二固定压板4321为分段设置且同时做出下压动作,相较于两块整板直接压在两个待焊接端部上,分段同时下压,第一,动力更分散,第二,使两个待焊接端部上受力更均匀,避免了空鼓、压不平整的问题。
为便于理解,两个待焊接端部分别记为第一待焊接端部021和第二待焊接端部022,如图6所示,将本实施例的具体工作过程为:
(1)初始状态为:动座4111被动座驱动件4112驱动至最高点,此时动座4111的顶面高于定座412的顶面;斜向驱动件44驱动第一定位压板4211、第二定位压板4221移动至第一待焊接端部021和第二待焊接端部022的正上方,第一定位压板4211的下端面为高于第二定位压板4221的下端面,第二定位压板4221的下端面要低于动座4111的顶面;第一固定压板4311、第二固定压板4321均为抬起状态;挡板31处于下降状态;
当卷圆状桶板02通过驱动件被输送至本定位装置01后,高度对齐机构30中的挡板驱动件32驱动挡板31上升,使卷圆状桶板02的第一待焊接端部021和第二待焊接端部022在其高度向对齐;
如图6中A图所示,底座10将卷圆状桶板02支撑且固定住,抱紧装置中的第一抱件驱动件212、第二抱件驱动件222同时驱动第一圆弧形抱件211、第二圆弧形抱件221相向水平移动将卷圆状桶板02抱紧,此时第一待焊接端部021位于第一定位压板4211的下端面和动座4111的顶面之间的空间内,且由于抱紧力第一待焊接端部021抵于第一定位压板4211的侧面上,第二待焊接端部022位于第二定位压板4221的下端面和定座412的顶面之间的空间内,且由于抱紧力第二待焊接端部022抵于动座4111的侧面上;此时第一待焊接端部021和第二待焊接端部022的端面在竖直向的同一平面内;
(2)如图6中B图所示,厚度对齐机构40中的第二定位压板驱动件4222驱动第二定位压板4221下压,此时第二定位压板4222下压的同时也带动第一定位压板4221下压一小段距离;
(3)如图6中C图所示,厚度对齐机构40中的动座驱动件4112驱动动座4111下降,此时动座4111的顶面和定座412的顶面齐平;
(4)如图6中D图所示,厚度对齐机构40中的第一定位压板驱动件4212驱动第一定位压板4211下压;
(5)如图6中E图所示,厚度对齐机构40中的若干第一固定压板驱动件4312、若干第一固定压板驱动件4312分别同时驱动若干第一固定压板4311、若干第一固定压板4311下压固定住定位后的第一待焊接端部021、第二待焊接端部022;第一定位压板驱动件4212、第二定位压板驱动件4222分别驱动第一定位压板4211、第二定位压板4221复位;斜向驱动件44驱动第一定位压板驱动模组421、第二定位压板驱动模组422复位;第一待焊接端部021、第二待焊接端部022已定位后固定,供下一步焊机焊接。
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型,因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
|

