日本200升钢桶修复及改制技术现状(二)
[日本] 奈泰特苏钢桶有限公司
杨文亮 译 辛巧娟 校
Ⅱ基本的修复及改制方法
1.概述
闭口钢桶和开口钢桶的修复(改制)的基本方法主要是:旧钢桶的清洗、整形、重新涂装,桶顶再改制,闭口桶改制为复合桶、分切桶顶、清洗、改制等。
下面是实际应用的基本方法。
钢桶的类型 |
基本方法 |
修复后钢桶用途 |
1.闭口钢桶 |
内部用清洗剂除垢
高压水内部冲洗
内部喷砂除锈清理
以上过程反复进行 |
润滑剂,溶剂和其它液体 |
2. 同上 |
内部用溶剂清洗 |
树脂 |
3.开口钢桶 |
燃烧清理
洗涤剂清洗 |
涂料,粘合剂 |
4.同上 |
用溶剂洗涤 |
粘合剂 |
5.闭口钢桶 |
将闭口钢桶改制成开口桶
切开桶顶
焚烧清理或洗涤剂清洗
桶口重卷边 |
涂料,粘合剂,树脂,化学制品 |
6.同上 |
闭口桶改制成复合桶
切开桶顶
焚烧清理或洗涤剂清洗
桶盖修复和卷封 |
同上 |
2. 钢桶修复(改制)的方法
2-1 闭口桶的修复
这个方法的应用是闭口桶修复业最广泛的,它占钢桶修复(改制)产品的75%比率。
基本方法说明如下:
1)工艺流程(见图2-1)
(图2-1中有*符号的部分涉及本资料第Ⅷ部分的内容)
大多数使用过的旧钢桶都是生锈和被污染的,不能用常规的生产方法去修复,大部分工作是提高钢桶内部清洁度,传统的方法是采用洗涤剂进行桶内部的清洗。
最节省人力的替代工艺是采用自动的粗砂清理系统。在这个系统中,粗砂清理材料的输入和输出都是自动的。
下面是钢桶内部洗涤工艺的改进工艺方法(见图2-2)。
2)操作
⑴ 旧钢桶的接收
根据旧钢桶的质量等级和旧钢桶的标准规范接收钢桶。不合格的旧钢桶拒绝接收。
⑵ 输入到生产线
把接收来的钢桶输入到生产线。
⑶ 卸掉桶盖
卸掉钢桶注入口和透气口封闭器。
⑷ 清除桶内残余物
采用真空虹吸设备吸去桶内残余物。
⑸ 桶形的矫正
利用机械方法进行桶形矫正
⑹ 桶体卷边的改造
利用钢桶旋转中进行滚压将钢桶卷边进行压平改造。
⑺ 外部洗涤
洗涤钢桶的内部
⑻ 内部清洗
钢桶内留残余物吸出后,还要对桶内部的污垢采用洗涤剂进行清洗。
内部清洗
钢桶内部清洗采用碳酸基的腐蚀性清洗剂进行清洗。
对于桶内粘稠性的残余物,在采用清洗剂清洗之前,先采用热蒸汽对钢桶进行预热,使残余物能够流出来。
采用链条或粗砂清理
有些较为牢固的桶内残渣和锈斑在清洗中不易洗去,可采用链条或粗砂与洗涤剂混合清洗,清洗时作倾斜翻转和旋转动作。
清洗时究竟采用那种清洗方法或链条、粗砂、洗涤剂等多种混合清洗方法,要视桶内部的污染情况而定。
在内部清理完之后还要用清水漂洗干净。
⑼内留残余洗涤剂的真空吸出
残留的洗涤剂去除方法是采有真空虹吸的设备其吸出。
⑽脱水和内部烘干
对钢桶的内部进行干燥。
⑾桶内部检查
详细检查钢桶内有无残留的污垢、铁锈、疤痕、残留洗涤剂和其它物质。
将一个小灯炮从钢桶的注入口伸进桶内,通过桶口进行目视检查。
⑿爆炸喷射
钢桶外表面的滞留油漆、铁锈和其它物质用爆炸喷射设备清除。
⒀ 渗漏检验
检查钢桶是否渗漏
压力差检查法:
当压缩空气通入钢桶时,如果钢桶的渗漏,则必然存在压力值的下降。
声音传感器检查法
对于用压缩空气检查出来的漏桶,声音信号可以指出漏桶的确切渗漏位置。
浸水检查法
在桶中通入压缩空气并浸入水中,由产生的气泡位置能确切地认定钢桶的渗漏位置。
⒁ 涂漆
给钢桶外表面喷上油漆。
⒂ 油漆烘干
将漆膜进行烘烤干燥。
⒃ 内部空气的置换
用干燥的空气把桶内的空气置换出来以防止桶内潮湿。
(当环境温度下降时,桶内温度也随之下降,内部的湿空气就会析出水珠沾在桶内壁上。)
⒄封闭装配
采用清洗过的和修理好的封闭器桶塞,并配以新的垫圈将桶口封闭好。
⒅ 标记
[1] “KHK”标记的钢桶用于危险货物包装。
[2] “UN”标记的钢桶用于危险货物的海洋运输包装。
[3] 标记采用钢印压制并同时给予详细说明。
⒆外部检查
钢桶外表检查按照标准采用目测检验。
2-2 用闭口钢桶改制成开口钢桶
这个将闭口桶改制为开口桶的方法是实用的。基本方法说明如下。
1)工艺流程(见图2-3)
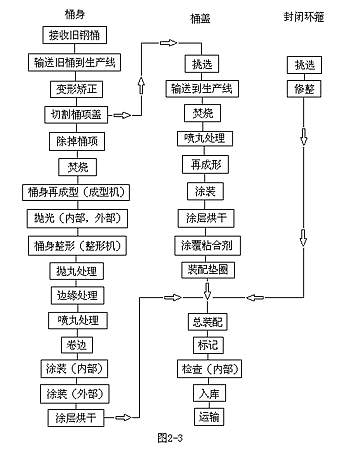
2)操作
⑴旧钢桶的接受
根据旧钢桶的质量等级和旧钢桶的标准规范接收钢桶。不合格的旧钢桶拒绝接收。
⑵输入到生产线
把接收来的钢桶输入到生产线。
⑶桶形的矫正
利用机械方法进行桶形矫正
⑷切掉桶顶圆盘
利用切割刀具将桶顶圆盘从桶身上切下来。
⑸清除桶内残余物
清除桶内残存的货物。(将桶口朝下倾斜让残余物流出。)
⑹焚烧
将桶上油漆和桶内残余物烧掉。
⑺桶身再成形
对桶身的变形进行圆整,对卷边进行再度加强和整圆。
⑻刷洗
采用旋转式喷淋和刷洗设备,对桶身和桶底内外表面的油漆和污垢进行清理。
⑼桶口修边
把桶体的口部边缘修整平。
⑽爆炸喷射
钢桶外表面的滞留污垢和其它物质用爆炸喷射设备清除。
⑾桶口翻边
将桶口边缘向外翻边。
⑿机械爆炸喷射
桶体的内外再一次进行爆炸喷射,清除残渣和其它外来污垢。
⒀桶口卷管
将桶口的毛边郑成圆管。
⒁喷漆
在钢桶内外表面上喷漆。
⒂漆膜烘干
把钢桶内外表面的漆膜进行干燥。
⒃装配
在开顶桶口上加上桶盖,并用桶箍环将它们连接在一起,采用螺栓紧固装配起来。
⒄标记
采用钢印进行标记。
⒅检查(外表面)
依照标准采用目测的方法对钢桶的外表面进行检查。
(桶顶)
⑴挑选
挑选可用的桶顶盖。
⑵送入生产线
将经过挑选的桶顶盖送入生产线。
⑶焚烧
对油漆和残渣采用焚烧进行清理。
⑷爆炸喷射
对残渣、铁锈和其它外来污垢采用爆炸喷射的方法进行清理。
⑸桶顶盖的修整
用弯曲的刀具将桶顶盖的卷边展开,再采用机械成型设备重新整型为开口桶桶顶盖。
⑹喷漆
在桶顶盖表面喷漆。
⑺漆膜烘干
将漆膜干燥。
⑻桶盖注胶
在桶盖的圆边处注入粘接胶。
⑼ 安装垫圈
在桶盖的圆边处装入合适的垫圈。
(封闭环箍)
重新制作桶环箍或旧箍再生。
⑴挑选
挑选适用的桶环箍。
⑵修整
清洁并涂装或电镀。
2-3 闭口桶改制为复合桶
这个工艺是把闭口钢桶改制为复合桶的过程。工艺过程简单说明如下。
1)工艺流程(见图2-4)
2)操作过程
(桶身)
与改制为开口桶的方法一样:
清理残渣污垢。
不要进行桶口卷管。
装配塑料内衬和桶顶。
⑴装入内衬
在桶体内装入内衬并放上桶顶盖。
⑵卷封
桶体与桶顶盖进行卷封,将内衬封于桶内。
⑶喷漆
在桶身和桶盖上喷漆。
⑷漆膜流平
⑸漆膜烘干
⑹标记
钢印标记
⑺外部检查
依照检验标准对钢桶的外部进行目测检查。
(新桶顶盖)
⑴ 接受
接受新桶顶盖
⑵外部检查
依照检验标准进行外部目测检查。
⑶喷漆
在桶体和桶盖上喷漆。
⑷漆膜烘干
⑸装入内衬
安装桶盖到内衬上。
(新的塑料内衬)
⑴ 接受
接受新的塑料内衬。
⑵外部检查
依照检验标准对外部进行目测检查。

/Haiwai/images01/fig2-1.JPG)
