日本200升钢桶修复及改制技术现状(三)
[日本] 奈泰特苏钢桶有限公司
杨文亮 译 辛巧娟 校
Ⅲ 旧钢桶重新复用的接收标准
用于修复的旧钢桶应符合下列标准。
1 钢桶尺寸
在日本,钢桶修复和改制的常规作法,主要适应符合JIS标准规范(Z1600和1601)的200升钢桶。
设备和工艺都希望接收普通的单一尺寸规范的钢桶。当钢桶尺寸改变时,整个生产线都要按照钢桶的尺寸和封闭器位置等进行改变。因此,生产工艺和生产线的重新安排或局部的人工操作将是不可避免的。这将牵制着整个的自动化生产线。在任何一种固定的模式下,其生产效率是非常高的,它要求输送进生产线的旧桶的种类是大批量的、单一尺寸的、桶内残余物一致的、预先分类的等等。
2 分类
旧桶分类的基本要求,主要有以下几种类型是实用的(举例)。
1)A组:钢桶用于盛装溶剂和润滑剂,新桶仅仅用过一次。
2)B组:钢桶用于盛装润滑剂二次或三次。
3)C组:钢桶用于盛装树脂和润滑剂四次到五次,在桶边缘卷边处和桶身有变形。
3 外部质量
1) 桶和卷边质量是可靠的。
(没有在桶卷边处的垂直方向产生变形和顶底的凹陷变形)
2) 桶底没有较大的和较深的变形。
3) 封闭器是没有变形和失效。
4) 桶身上没有较大的变形、裂缝、破洞和较深的腐蚀。
5) 对于洗涤、焚烧和改制作业没有其它的妨碍。
4 内部质量
1) 桶内没有任何对人体、生物和环境有害的残余物。
2) 桶内的残余物能够在通用的生产线上采用普通的方法进行清洗和焚烧。
3) 旧桶内的残余物是有毒的和有恶臭味的物质时,钢桶在输入生产线之前,应采用适当物理和化学方法进行处理,以消除这些不利残余物。
4) 没有强烈的怪味。
Ⅳ 修复钢桶的主要质量标准
下面是一个钢桶修复的检查标准的例子。这个质量检验标准适用于危险货物的运输规范。
1 修复钢桶的检查标准(常规的)
桶顶和桶底:
① 桶顶底平面必须大面积恢复原状。
② 没有生锈和创伤。
桶身:
① 没有变形仅具有较好的外型。
② 皱纹和边缘扭曲被消除,表面状态较为理想。
③ 没有生锈和创伤。
卷边:
① 边缘圆整且没有任何变形。
② 质量可靠足以满足使用要求。
③ 用焊接法修理是允许的。
环箍:
消除扭曲且不影响使用效果。
封闭器:
保持水平状态没有任何倾斜。
内部:
① 没有原有残余物,比如油、生锈和水等。
② 完全经过清洗过而且是干净的。
③ 完全干燥且没有怪味。
④ 内部充满干燥的干净空气。
渗漏:
按KHK标准通过压缩空气检漏试验。
2 危险货物运输的修复钢桶质量标准
当容器被用于贮存和运输危险货物时,必须符合《危险防护法》第七章第二节的规定要求(该法律于1958年发布,法律编号为186号),它是制订法律的权威组织(KHK)制订的容器生产商和修复商必须遵守的质量要求总纲,它的目的是使容器能够在更广泛的领域中安全的适用于危险货物的运输。
运输部门也同样地在1979年发布了编号为549号文的《关于海运危险货物的运输规定》,在《关于贮存和运输危险货物的有关规定》中第一章第3节到第129节(于1957发布,编号为30号)中规定了标准的检验项目和程序(联合国推荐)。
检验项目 |
危险防护法 |
联合国推荐 |
跌落试验 |
1. 跌落高度:
(d:内装货物密度)
包装种类
d:不超过1.2
d:超过1.2
Ⅰ、1.8m、d×1.5m
Ⅱ、1.2m、d×1.0m
Ⅲ、0.8m、d×0.67m
2.液体渗漏标准
用作固体的外包装时不考虑渗漏。 |
1.跌落高度:
(d:内装货物密度)
包装种类
d:不超过1.2
d:超过1.2
Ⅰ、1.8m、d×1.5m
Ⅱ、1.2m、d×1.0m
Ⅲ、0.8m、d×0.67m
2. 标准要求当桶内外压力达到平衡时,观察每个包装物的渗漏情况。
当内容为固体进行跌落试验时,应选择桶的上部位置跌落,跌落后内部货物没有掉出,封闭器也没有破损。 |
渗漏试验 |
包装种类
应用空气压力
Ⅰ、不小于0.3kgf/sq.cm
Ⅱ、不小于0.2kgf/sq.cm
Ⅲ、不小于0.2kgf/sq.cm |
包装种类
应用空气压力
Ⅰ、不小于30kPa
Ⅱ、不小于20kPa
Ⅲ、不小于20kPa |
内压试验 |
包装种类
应用压力
Ⅰ、2.6 kgf/sq cm
Ⅱ、*1.0 kgf/sq cm
Ⅲ、*1.0 kgf/sq cm
* 无论哪一类,更高的类别可用于较低的类别中。
实际装入货物时内部气体温度不超过55℃,压力不超过规定值1.0的负1.5倍。
标准规定试验要在规定压力下保持5分钟不渗漏。 |
包装种类
应用压力
Ⅰ、250 kPa
Ⅱ、*100 kPa
Ⅲ、*100 kPa
*无论哪一类,更高的类别可用于较低的类别中。
a) 标准规定试验压力不能小于实际包装货物时的压力(包装物中空气或其它气体压力不大于100kPa),当温度为55℃时,安全系数为1.5。
b)当实际温度为50℃时,实际压力应为试验压力100kPa的负1.75倍。
c) 当实际货物包装温度为55℃时,压力应为试验压力100kPa的负1.5倍。
标准要求在试验压力下保持5分钟不渗漏。 |
堆码试验 |
1. 堆码高度为3米。
2. 持续时间为24小时。
标准规范:
试验样品不可以渗漏。
试验样品不可以产生变形。 |
1. 堆码高度为3米。
2. 持续时间为24小时。
标准规范:
试验样品不可以渗漏。
试验样品不可以产生变形。 |
备注 |
试验的程序
跌落试验:
适用于所有的容器
防渗漏试验:
适用于包装液体货物的容器
内压试验:
适用于包装液体货物的容器
堆码试验:
适用于所有容器
* 塑料桶和钢塑复合桶容器:
试验温度不低于负18℃。 |
试验的程序
跌落试验:
适用于所有的容器
防渗漏试验:
适用于包装液体货物的容器
内压试验:
适用于包装液体货物的容器
堆码试验:
适用于所有容器
* 塑料桶和钢塑复合桶容器:
试验温度不低于负18℃。 |
Ⅴ 生产线设备
1 典型的半自动钢桶修复生产线(100只/小时)
下面介绍的是典型的半自动钢桶修复生产线,其生产效率为100只/小时。
生产线主要由再成形设备、洗涤设备和涂装设备组成。
生产线中的链条或沙子洗涤设备,喷丸设备和喷漆烘干设备是根据需要额外附加的。旧桶再成形设备、卷边校正设备和在线检测设备都是生产线上必须要有的。
尽管在设计生产线设备的时候,尽量使各工序的生产效率相匹配,但在长时间的运行中难免有的工序因故障或其它原因产生不相适应的情况,因此带来不少麻烦。所以,在生产线中间设计了调整系统,用控制进料的办法来解决各工序速度协调及操作工不熟练等情况带来的问题。另外,设备运转的效率必须考虑到“操作的效率”。
生产线设备构成:
1) 真空虹吸器
2) 卷边校正机
3) 桶身整形机
4) 外表洗涤机
5) 内部洗涤机
6) 链条或粗沙洗涤机(必要时)
7) 内部除渣机
8) 热空气烘干炉
9) 内部空气更新机
10) 密封试验装置
11) 喷丸设备(必要时)
12) 喷漆机
13) 烘干炉(必要时)
14) 垂直边缘整形机(必要时)
15) 桶体直角整形机
2 典型的全自动钢桶修复生产线(180只/小时)
下面介绍的是典型的全自动钢桶修复生产线,生产效率为180只/小时。
生产线主要由再成形设备、洗涤设备和涂装设备组成。
如果旧钢桶有较大的变形时,应额外加入直角边整形设备。
该生产线设计考虑了长时间运行时的平均速度匹配问题和操作问题。
生产线主要设备构成
1) 真空虹吸设备
2) 卷边校正设备
3) 桶身整形设备
4) 外部洗涤设备
5) 喷丸处理设备
6) 链条或粗沙洗涤设备
7) 外部洗涤设备
8) 内部除渣设备
9) 热空气烘干炉
10) 内部空气更新设备
11) 渗漏检测设备
12) 喷漆设备
13) 油漆烘干炉
14) 标记装置
15) 垂直边缘校正机(必要时)
16) 桶体直角整形机(必要时)
Ⅵ 原辅材料和辅助设备
下面介绍的是一个生产效率为800-1000只/小时的旧钢桶修生产线生产时所需的原辅材料及辅助设备的例子。
1 每只钢桶所需的原辅材料
工业用水:25升
电能:2.5KW
油漆:400克
洗涤剂:50克
天然气:0.75立方米
用于喷丸粗粒沙:50克
普通粗沙:0(一年以后)
凝结剂:50克
凝聚剂:1.5克
2 环境保护对策:
废水:废水经过处理池进行初步处理后,再排出进入城市废水处理厂进行集中处理。
噪声:链条或粗沙洗涤设备安装在工厂的车间里,噪声对外部影响不大。
废气:排出的废气通过烘干炉的二级燃烧系统燃烧后排出,排出的气体中有毒有害物质得以控制在排放标准范围内。
桶内残余物:被外部有关部门合理利用。
废洗涤剂溶液:与上述相同。
含洗涤剂的废水溶液:与上述废水处理方法相同。
废油漆:被外部有关部门合理利用。
清渣水:与上述废水处理方法相同。
3 辅助设备
锅炉:最大蒸汽产量为1500公斤/小时。
压缩机:37KW(4.4立方米/分钟)×2
动力装置操纵台:420KVA
占地面积:5000平方米
工厂内辅地空间:1940平方米(包括走廊)
旧桶库房:1500平方米(6000-7000只库存)
成品周转库:400平方米(包括工厂走廊)
4 员工配置
办公人员:12人。
工人:19人。
5 一个废水处理方法的实例(见图6-1)。
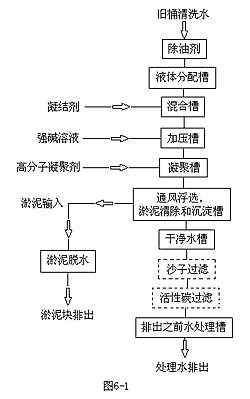
从生产线上流出的废水必需经过处理后才能排出。基本过程由油水分离、中和、凝结、浮选和淤泥处理组成。无论如何,一定要保证排出的废水质量,所以更进一步的处理采用沙子过滤、活性碳过滤是必要的。另外在日本一些地区要求必需采用电离处理装置进行进一步的处理。
由于废物排放需遵守的法律法规较严,所以在工厂里最好采用旧桶清洗水处理后循环使用比较好。
Ⅶ 总结
下面是关于200升钢桶修复/改制技术的简单总结:
1. 今天在日本,大约有2600只200升钢桶在使用。钢桶的消费数量乙烯产量有关。
2. 在使用中的修复/改制钢桶总量超过了新钢桶的数量,钢桶再循环比率还在不断增加。
3. 不同种类的钢桶修复和改制需要采用不同的方法。用于修复和改制的钢桶主要有闭口钢桶、开口钢桶和复合钢桶三大类型。
4. 钢桶修复/改制的工作程序
1) 接收旧钢桶是一项相当重要的工作。旧钢桶的分类和挑选是保证产品质量和生产效率的关键。
2)闭口钢桶最基本的修复过程是整形、洗涤和涂装。
更详细的方法是有链条洗涤系统、酸洗、高压冲洗、喷丸处理、油漆烘干是必需有的,钢桶的除渣系统、除锈系统等可视质量要求而定。
3) 对于开口桶的改制,一般内部残余物较少,洗涤工作较为容易。更多的是改制为复合钢桶。
4) 环境对策主要是废水的处理,使排放水达到法律规定的排放要求。
5. 日本钢桶修复/改制工业的未来发展趋势
从日本的钢桶修复/改制业的数量来看,在今后较长一断时间内还会有更多的新企业产生,它们将专门从事该项业务的发展。
随着这个趋势的发展,生产技术将更加完善,包括粗砂洗涤系统的应用、高压冲洗技术的应用等,将大幅度提高旧桶的洗涤能力,自动化程度不断提高将节约更多的人力,封闭器的拆卸和密封设备将会出现。成品的内部质量的检验和气压检测系统的研究将更会取得更大的成就。
这样的结果,将使更多的工业部门投身其中,使该行业的水平获得更大的发展。
Ⅷ 参考文献
下列设备图样是参考其它资料的。
1. 卷边整形机
2. 桶身整形机
3. 手动内部洗涤设备
4. 链条或粗砂洗涤机
5. 内部烘干炉(脱水,烘干)
6. 渗漏检验机
7. 手动喷漆机
8. 桶盖切割机
9. 桶身整形机
10. 卷边设备

