金属容器密封胶及其应用(2)
文|杨文亮
【编者按】本文是根据美国GRACE公司相关资料翻译整理而成,仅供参考。
九、密封胶注胶质量的检查和管理
1、注胶量的检查
对已经注完胶并充分干燥的桶盖进行检查,将样品盖用开盖器展平预卷边缘,测量胶膜尺寸。
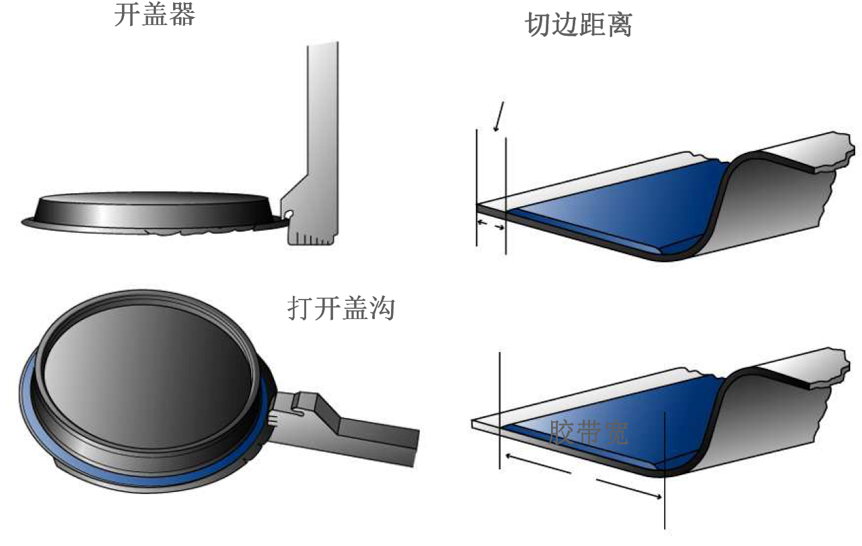
测量胶膜尺寸
2、注胶质量的检查标准
检查注胶的质量,从以下几方面展开:
(1)胶量:胶膜的多少,即胶膜体积或重量。
(2)胶膜圆周分布情况:即胶膜在整个预卷边内的分布是否均匀,厚度是否均匀。
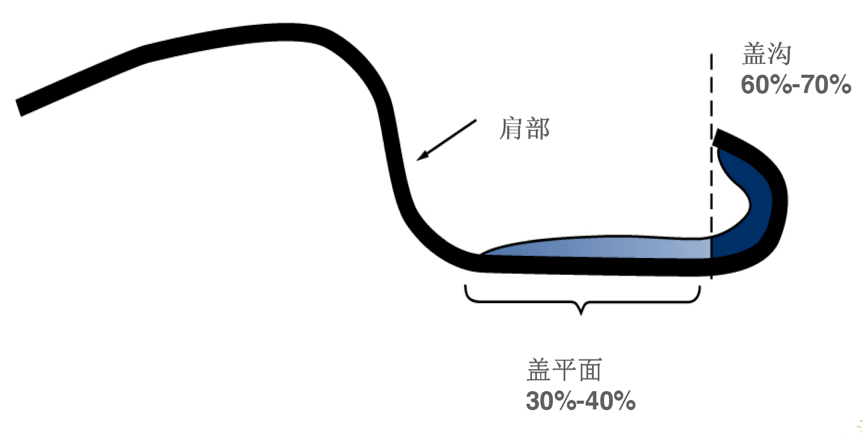
(3)胶膜径向分布情况:胶膜在预卷边上径向的分布情况,是否在宽度不均匀,厚度不均匀的情况。
(4)胶膜表现情况:检查胶膜弹性好不好,附着力好不好,表面有无起泡、起皱、裂纹、疙瘩等情况。
胶膜分布情况检查
下表为胶膜质量检查标准:
| 项目 |
标准要求 |
圆周分布 |
注胶圈数2.1圈,没有一个象限的胶量超过另外三个象
限,平均值的25%,无任何象限重叠不足 |
径向分布 |
60 – 70% 分布在盖沟
40 – 30% 分布在盖平面 |
残余水分 |
至少储存48小时,卷封之前残余水分小于2% |
切边距离 |
1/64–4/64 (0.0625)” (0 –1.6mm) |
胶膜表现 |
胶膜没有洞眼,扇形胶膜,或重叠不足,且均匀分布 |
3、胶膜质量的保证——象限分析
胶膜的分布质量通常用下面的象限图进行分析。
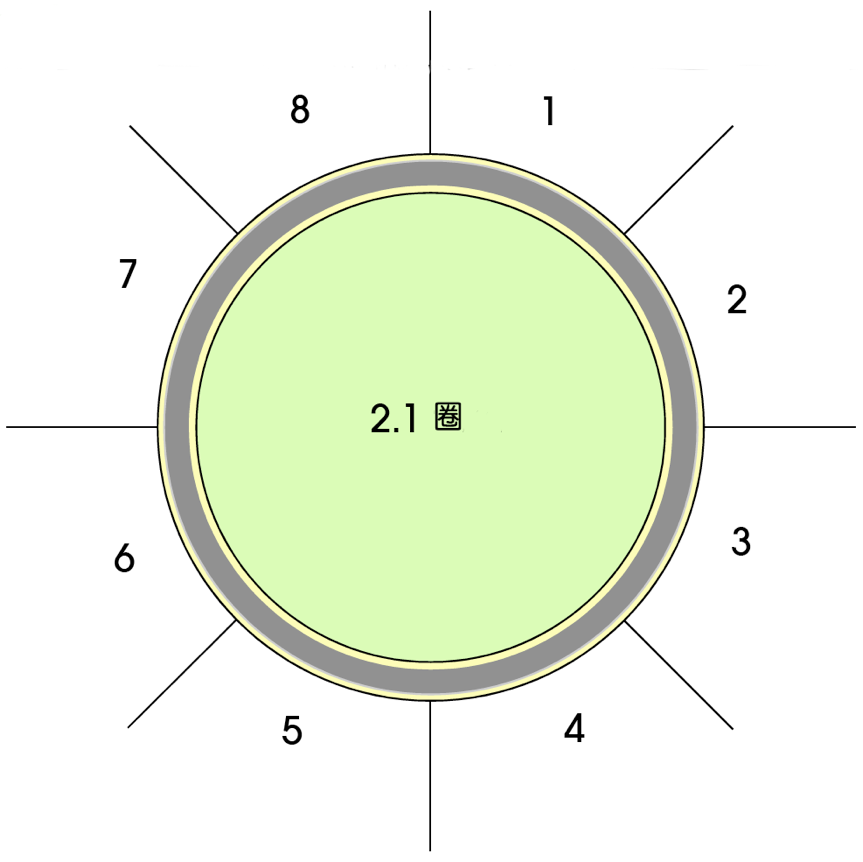
胶膜象限分析图
下表为胶膜质量象限分析表(表中数据只是一个举例,没有普遍性)。
| 象限编号 |
6 |
7 |
8 |
1 |
2 |
3 |
4 |
5 |
最均匀的分布 |
8.0 |
8.0 |
8.0 |
11.2 |
8.0 |
8.0 |
8.0 |
8.0 |
最大重叠 |
8.0 |
8.0 |
8.0 |
12.1 |
12.6 |
10.9 |
8.0 |
8.0 |
最大宽度 |
8.0 |
8.0 |
5.1 |
8.0 |
8.0 |
8.0 |
8.0 |
8.0 |
十、注胶机设计的常见参数
最高点的压盘旋转圈数应该可以通过手动操作来检查确认。前旋转:在注胶以前压盘在最高点的旋转圈数。后旋转:在注胶后压盘在最高点的旋转圈数。桶盖直径D(mm)、出盖速度(EPM)、齿轮比DR。
1、压盘旋转一圈时间=[60秒×1000毫秒]/压盘转速。
2、齿轮比=一个机械循环压盘的旋转圈数。
3、压盘转速=出盖速度×齿轮比或是独立变频马达。
4、压盘线速度=桶盖直径×3.14×压盘转速/1000 (m/min)。
5、压盘离心力=桶盖直径×压盘转速×压盘转速×0.0000055×0.001
6、注胶时间=120×1000/压盘转速
7、离心量=离心力×后旋转
8、LPV值=桶盖直径×3.14×压盘转速/60000
下表为注胶机喷嘴设计参数:
| 喷嘴大小型号 |
喷嘴口(英寸) |
直径(mm) |
60 |
0.0400 |
1.016 |
62 |
0.0380 |
0.965 |
64 |
0.0360 |
0.914 |
65 |
0.0350 |
0.889 |
67 |
0.0320 |
0.813 |
68 |
0.0310 |
0.787 |
70 |
0.0280 |
0.711 |
72 |
0.0250 |
0.635 |
73 |
0.0240 |
0.610 |
74 |
0.0225 |
0.572 |
75 |
0.0210 |
0.533 |
76 |
0.0200 |
0.508 |
77 |
0.0180 |
0.457 |
十一、注胶机的调节
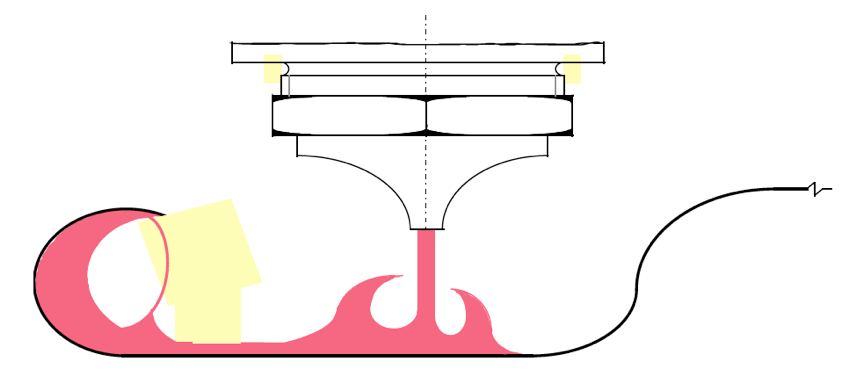
1、第一步:注胶枪设置
(1)选择适当孔径的喷嘴(0.5-0.9mm)。
(2)调节顶针高度(1.5mm)。
(3)压盘高位时调节注胶枪位置。
2、第二步:注胶时间设定
(1)设置2.1圈注胶的注胶时间。
(2)胶膜八等分象限分析。
(3)设置压盘到高位时立刻注胶。
3、第三步:设定胶量
(1)注胶压力调节:
——压力罐系统:0.5-2bar
——泵送系统:0.7-2.0bar
——通常1bar左右
(2)如果胶量不正确改换喷嘴和调节顶针高度。
(3)目测分析。
4、第四步:设定注胶分布
(1)对于切边、肩部距离需要设定注胶枪的位置
(2)主要影响因数:
——枪的位置、角度;
——喷嘴尺寸、类型
——旋转速度
——胶量
【相关链接】
金属容器密封胶及其应用(1)
金属容器密封胶及其应用(2)
金属容器密封胶及其应用(3)

