|
对金属桶七层卷边工艺的剖析(1)
武汉市金属容器二厂 王霖
在金属桶的制造过程中,金属坯料在经过下料、磨边、窝圆、点焊、缝焊、扳边、滚波纹、涨筋之后,就需进行金属桶成型的最后一道工序,也是较为关键的工序——卷边工序。卷边工序是用几个带曲线沟槽的压辊,靠滚压的办法,将加工合格的桶身、桶顶、桶底咬合连接在一起,使金属桶卷边达到所设计的结构和尺寸,并具有一定的强度,抗冲击能力和良好的密封性能,以经受金属桶成品在灌装、贮存、运输和搬运过程中所承受的重压、碰撞、跌落等恶劣条件下对金属桶各方面性能的考验。由于卷边不好而造成桶渗漏是制桶行业长期面临的一大难题,所以先进的卷边形式——七层”就应运而生了。这里的“七层”是指从金属桶卷边剖视图的横向来看,以桶身与桶底(桶顶)的钩接中心部位划横线,每一个板材厚度算一层,则从最内侧的桶底(桶顶)材料板厚数到最外侧的桶底(桶顶)材料板厚,一共有七层(见图l)。下面就从金属桶七层卷边的各种形状、七层卷边的特点、七层卷边的成形过程、七层卷边的影响因素以及相关主要尺寸的确定方法这四大方面来逐一剖析金属桶的七层卷边工艺。
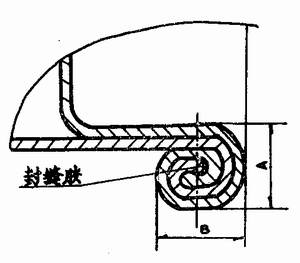
图1 半圆形七层卷边剖视图
一、七层卷边的各种形状
图2-图7是在欧洲流行的金属桶各种类型的七层卷边剖视图。
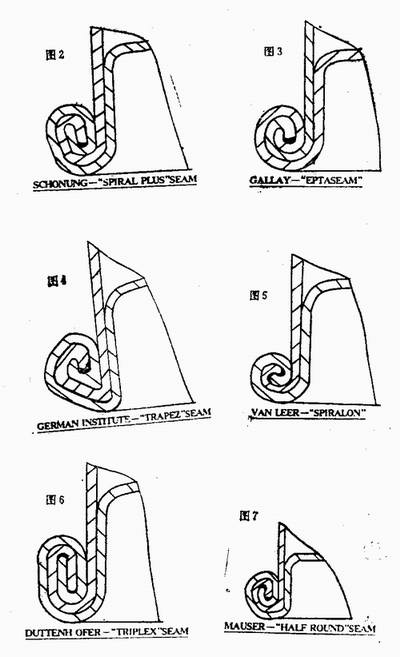
图2-图7 欧洲流行的各种七层卷边剖视图
图2是德国的七层“螺旋形卷边”,图3是法国的七层“半圆形卷边”,图4是德国的七层“梯形卷边”,图5是英国万里公司的七层“螺旋形卷边”,图6是德国的“三重卷边”,图7是德国矛塞公司的七层“半圆形卷边”。在我国,金属桶的七层卷边形状多为类似于图7形状的图1式七层“半圆形卷边”。
七层卷边形状的多样化是由于各个制桶厂家的生产条件和生产水平的不同,同时也为了避免涉及侵犯别厂专利权的嫌疑,而将最后成形的那道压辊的曲线沟槽做成不同形状所造成的。
二、七层卷边的特点
七层边卷的金属桶与五层卷边的金属相比具有下列特点:
1.较好的密封性和较高的抗冲击强度
金属闭口桶一般用来贮存和运输液体,所以对金属桶的最基本也是最重要的要求就是密封性好、不渗漏、不泄漏。七层卷边的金属桶比五层卷边的金属桶由于多了两层卷边,即增加了桶身与桶底(桶顶)的又一组重迭,亦即增加了金属桶卷边处防渗漏、防泄漏的又一道防线,从而提高了金属桶的密封性能。此外,以《国际海运危规》对200升闭口钢桶I类包装要求来做跌落试验,落地瞬间金属桶局部卷边要承受很大的反冲击力,致使其产生破坏性变形。从七层卷边金属桶的落地瞬间的变形图(见图8)可看出,七层卷边的金属桶经跌落后还具有五层卷边金属桶的性能,而五层卷边的金属桶一经跌落,只剩下三层卷边且卷边易裂开。图9所示为在500kpa水压下两种不同型式卷边的破坏情况,从该图也可反映出上述规律。所以说,七层卷边的金属桶具有较好的密封性能和较高的冲击强度。
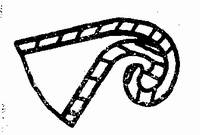
图8 跌落后的剖视图
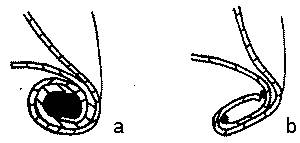
图9 在500kpa水压下两种不同形式卷边的破坏情况
a.七层螺旋形卷边;b.五层平卷边
2.对桶身、桶顶、桶底半成品的要求更高,且一般需要三道压辊加工才能成型。
大量的制桶实践和理论推导表明,金属桶要做成稳定的七层卷边形式, 就必须严格地控制金属桶桶身与桶底,桶顶半成品的接合边缘和组合尺寸和压辊沟槽的曲线形状(尤其是第二道压辊和第三道压辊的曲线形状)。其中,金属桶半成品接合边缘组合尺寸的确定,奠定了卷边能否完成以及卷合多少层数的基础。压辊沟槽的曲线形状则是卷边能否顺利达到所设计的卷边形状及尺寸的保证。因为对桶身这一半成品而言,其扳边尺寸和扳边角度(应大于90°)的超差都将直接影响卷边的工序质量,造成卷边不能咬合,卷边层数不足七层,卷边过松或卷边处出现“铁舌”等问题。对桶顶、桶底的半成品而言,其翻边凸缘尺寸述小,卷边不能达到所需要的七层,或者是在卷边卷合层的中心形成过大的空隙(一般空隙应小于1毫米),封缝胶不能完全地密封空隙,造成渗漏。翻边凸缘尺寸过大,又会使卷边在卷合时,不能把多余的凸缘卷合进去,从而造成卷边处的“铁舌”,或者是在预卷时,会使预卷圆不是形成一个开口半圆,而是变成一个闭口整圆。这样的桶底、桶顶在卷边时,会使桶身自卷,使卷边不能很好地咬合,或者是将卷合层的中心空隙完全堵死,封缝胶失去存在的空间而被挤出卷边,不能形成密封。没有封缝胶作辅助密封的金属桶,其防碰撞、防跌落的性能都大为降低。其卷边处一经碰撞、跌落就会产生渗漏,而五层卷边的金属桶对桶身、桶顶,桶底半成品的要求则相对较低。
对于材料板厚超过0.8毫米的金属桶而言,由于七层卷边形式的金属桶半成品的接合边缘组合尺寸比五层卷边形式的金属桶的相应尺寸要大,即七层卷边形式压辊的进给距离变大,桶身和桶底、桶顶材料在卷边成形中需要经过更多的弯曲变形,所以七层卷边形式的金属桶一般需要采用三个压辊分三次加工的方式来完成卷边成形。第一道压辊是使桶底、桶顶先预卷成一个半圆(半圆直径需大于桶身材料板厚),然后通过第二道压辊的加工得到五层卷边,最后依靠第三道压辊的滚压而获得所设计的七层卷边的结构和尺寸。对五层卷边的金属桶而言,则只需第二道压辊即可加工成形。
|

