|
液压技术在钢桶机械中的应用(2)
西安市机械研究所 景志平
图3为我所于1985年研制的XJY28型钢桶底盖自动冲压生产线的液压原理图。该生产线使用卷料,实现钢桶底盖自动冲压过程中的卷料展开、矫平、输送、 冲压、成品输送及废料处理。生产线采用光电测长和微机控制。图3左侧三列叠加阀组分别用于将置于展卷机升降台上的卷料举升至展卷机中心高度,推送至夹紧轴 上及张开夹紧装置撑紧卷料。左起第四列叠加阀组用于产生使卷料送往压力机及冲压后的废料,送往剪切机所需要的辊式送料正压力。第五列阀组则用于在卷料输送 到位瞬时,压力机冲压工作中克服送料惯性所需的制动。第六、七列阀组分别控制压力机前后的卷料和废料输送运动的速度与同步,以及卷料和废料的输送运动与矫 平机、压力机工作节拍的谐调。图3右侧三列叠加阀组分别用于使压力机冲压落下的底盖成品翻转至成品输送机料架,驱动步进式成品输送机定长输送,以及使上升 至成品输送机顶部的钢桶底盖落下实现定量堆放。该系统的特点为采用中低压6.3MPa双联叶片泵和IS04401国际标准系列叠加阀组成集中控制系统。蓄 能器的作用不同于一般系统的节能加速,它主要用于提高卷料输送过程中的压力稳定性。该系统的另一特点是传动功率很小。生产线的压力机、矫平机和废料剪切机 为机械传动。展卷和输送采用如图3所示的集中控制液压传动系统,其总功率仅为4kw,约为压力机的十分之一。
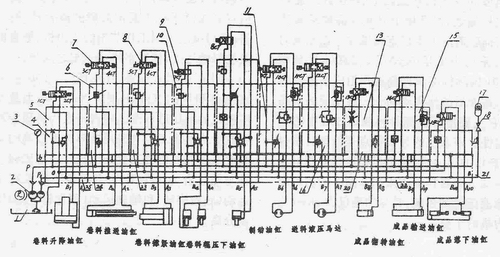
图3 钢桶底盖自动冲压生产线液压系统图
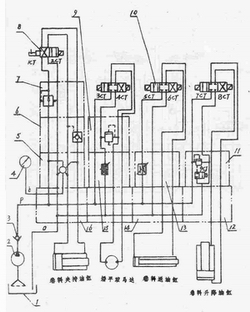
图4 展卷矫平机液压系统图
图4为我所于1994年设计的展卷矫平机组液压原理图。该系统的特点除与图3自动生产线相似外,主要为矫平机采用可 无级调速的液压传动代替传统的机械传动。这不但可省去矫平机中易出故障的离合器、制动器,还可适应不同工作节拍的压力机、展卷机及卷料输送机,使矫平机易 于与之同步。
图5及图6分别为我所于1990年和1992年研制的XJY48型及XIi 48A型预卷喷胶机的液压原理图。前者特点为将预卷和喷胶分为两个工位并采用换向速度较高的交流湿式换向阀以提高生产节拍。后者则将预卷与喷胶合为一个工 位,并采用双联泵将主运动(底盖旋转)和辅助运动(预卷轮进给)传动分离。
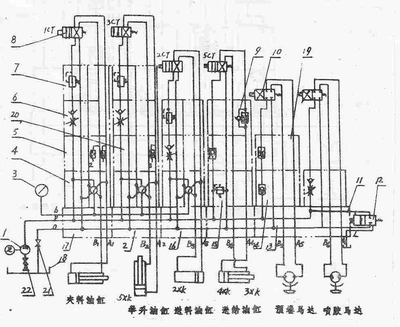
图5 XJT48型预卷喷胶机液压系统图
图7所示为我所于1992年研制的XJY49型可调式通用卷边机的液压原理图。该系统可作为迄今为止液压传动应用于制桶机械中技术较为复杂而全面的范例。 系统采用IS04401国际标准设计。动力源由两个高压双联叶片泵装置4及2构成。其中主泵4用于驱动主液动装置的主轴回转与封口运动,辅助泵2用于驱动 送料和卷边进给等机床辅助运动。通过机床操纵台上的主轴区段选择旋钮,可令双联主泵4的一联卸荷或两联同时工作,从而对主轴在低速 (60~280r/mln)或高速(60~360r/min)区段工作进行选择。而无论在低速或高速区段,均可通过调速阀22对主轴运转进行无级调速。这 使机床具备了根据不同料厚、桶径、材质和生产节拍选择最佳主轴转速,从而获得理想卷边质量的功能。主轴最大扭矩可由液压马达回路上的叠加式电磁溢流阀24 设定。该阀还兼使主泵4原位卸荷以保持油泵寿命并降低系统的发热。溢流阀23用于控制液压马达的制动力度。
封口夹紧的压力由该回路上的减压阀20设定,并由液控单向阀39进行保压。封口空行程高速运动速度可由该回路上的单向节流阀35调节。接近封口位置时的缓慢进给速度则由电磁节流阀1 9调整。左右封口运动的同步由同步阀38调控。
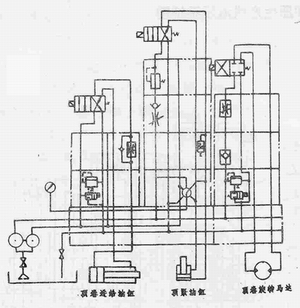
图6 XJY48A型预卷喷胶机液压系统图
图7右部四列叠加阀组构成多动力部件抗干扰集中控制系统,用于控制机床的送料和六个卷边进给动力头的进给运动。双联 叶片泵2的大流量P油路和小流量P,油路在机床原位时,分别经各臣>d1电磁卸荷阀28及9流回油箱实现原位卸荷。送料油缸或各卷边进给油缸空行程 运动时,由于系统所需压力较低而未达到P油路电磁溢流阀28的调定压力,P油路和P1油路同时供油驱动送料或卷边进给部件高速趋近工作位置。到达工作位置 时,缓冲指令使油路中的电磁节流阀34或电动调速阀30进行节流,令动力部件减速。三组卷边进给油缸中,由于各组油缸的高、低速进给是交叉进行的,其压力 状态较为复杂。三组油缸中的快速运动者由P油路和Pl油路同时供油。与此同时,低速运动者则由外控顺序节流阀31和电动调速阀30对油缸分别进行进口节流 和出口节流减速。其中电动调速阀30主要用于保证进给速度在负载变化时的稳定性,并可缩短工作进给行程以提高机床生产率。外控顺序节流阀31则是实现三组 油缸高低速交叉进给而互不干扰的关键元件。三组卷边进给油缸中,每组左、右进给运动的同步,分别由各自油路上的同步阀37进行调控。顺序阀29可将P,油 路的富余压力油随时补充给P油路高速运动所需。
液压传动技术已成为机械设备中发展速度最快的技术之一。它在制桶机械中也已得 到十分广泛的应用。与所有科学技术门类相同,液压技术的应用现状也无法是十全十美的。许多寥际问题如介质泄漏与净化、介质的可压缩性对于定比传动精度的限 制等,需要在液压机械的设计、制造和使用中予以足够的重视。可以想象,随着未来二十一世纪制桶行业的长足发展,液压传动技术在制桶机械领域获得应用的深度 和广度都将有更加显著的提升。
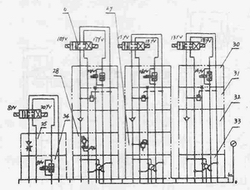
图7 可调通用卷边机液压系统图(局部)
|

