|
采用X-R图控制钢桶卷封质量(1)
杨文亮
钢桶质量的好坏,较多地反映在钢桶的卷边封口质量中,所以钢桶的卷封质量标示着钢桶的真实质量水平。钢桶的卷封质量与很多参数有关,如桶身扳边尺寸、桶底顶压型尺寸、桶底顶预卷尺寸等,这些工艺尺寸都已定型,在其受到有效控制的情况下,若钢桶卷封质量仍不能得到有效控制,其原因就较为复杂了。
笔者通过长期的生产实践,发现钢桶卷封质量的波动情况与钢桶卷封的桶底顶深、卷边宽度和卷边厚度这三个尺寸有着密切的关系(如图1所示)。
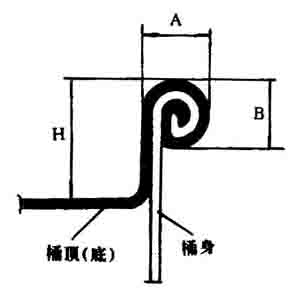
A-卷边厚度;B-卷边宽度;H-桶顶(底)深度
图1 钢桶卷封示意图
1、桶底顶深度。桶底顶深度越大,说明在卷封过程中,卷封盘对桶底顶进行了拉伸。这样会使原来正常的桶底顶边宽变小了,卷进卷边内的边宽料也就变少了,显然可能出现卷边不紧、卷层不够等问题(如图2所示)。
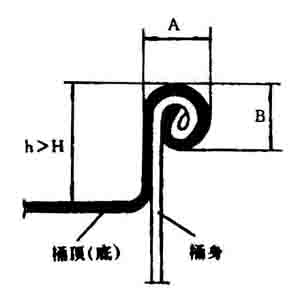
A-卷边厚度;B-卷边宽度;h-桶顶(底)深度
图2 桶顶(底)深度过大的卷边
2、卷边宽度。卷边宽度越大,卷边内结构越松散,在制做圆卷边时则达不到卷边层数的要求,其发展极限就是五层矩形卷边(如图3所示)。若卷边宽度太小,同样会出现卷层结构不合理、不紧凑。当钢桶跌摔时,卷边可能会轻易地松开致钢桶渗漏(如图4所示)。
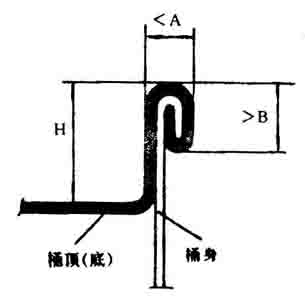
A-卷边厚度;B-卷边宽度;H-桶顶(底)深度
图3 卷边宽度过大的卷边
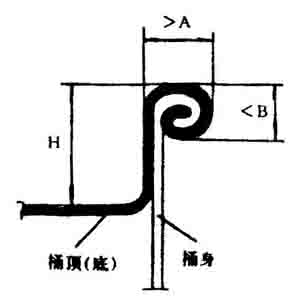
A-卷边厚度;B-卷边宽度;H –桶顶(底)深度
图4 卷边宽度过小的卷边
3、卷边厚度。卷边厚度与卷边宽度是相辅相承的两个尺寸。在钢桶材料及工艺尺寸一定时,卷边厚度越大,则卷边宽度越小;卷边厚度越小,则卷边宽度越大。只有这样,才能尽可能保证卷边层不松散,无缝隙。如果卷边宽度和厚度同时缩小时,则卷边滚轮槽,也要相应缩小。这样,材料会在轮槽内多余;也装不下,可能会产生铁舌,桶底顶深度加大,封破等问题;如果卷边宽度和厚度同时增大时,则卷封滚轮槽也要相应加大。这样,材料少而轮槽大,可能会产生卷边松散不实等问题。
在正常情况下,应控制桶底顶深度、卷边宽度和卷边厚度在一个最佳的范围内,只有这样,才能有效地保证产品质量。
那么,这三个参数应该怎样控制呢?在实际生产中,情况是相当复杂的,三个参数相互影响不说,它们的变化还受到多方面环境的影响,包括卷边机滚轮滚槽形状、尺寸;卷边机卷封盘的形状、尺寸;卷封的压力;卷边机卷封滚轮的调整,多种相关工艺尺寸及原料情况等等。三个参数的变化有时是不知不觉的,而且难以找出问题发生的时间以及间题的实质所在。
为了找到问题发生的时间和根源,及时准确地解决质量问题,我们采用质量管理的控制图法,对钢桶卷封质量进行控制,收到了良好的效果。
一、采用控制图进行工序质量控制的原理
控制图是用于分析和判断工序是否处于控制状态既使用的带有控制界限线的图。它通过图形的方法,显示生产过程随着时间变化的质量波动,并分析和判断它是由于偶然、原因,还是由于系统原因造成质量波动,从而提醒人们及时作出正确的对策,消除系统性原因的影响,保持工序处于稳定状态而进行动态控制的统计方法。
当生产条件正常,生产过程处于控制状态时(生产过程只有偶然原因起作用),产品总体的质量特性数据的分布一般服从正态分布规律?由正态分布的性质可以知道,质量指标落在3δ范围内的概率约为99.7%,落在±3δ以外的概率只有0.3%,这是一个小概率。按照小概率事件原理,在一次卖践中超出±3δ的范围的小概率事件几乎是不会发生的。若发生了,则说明工序已不稳定。也就是说,生产过程中一定有系统性原因在起作用。这时提醒我们追查原因,采取措施,使工序恢复到稳定(控制)状态。
利用控制图来判断工序是否稳定,实际是一种统计推断的方法。3δ方法确定的控制图控制界限线一般被认为是最经济合理的方法。因此,我们根据自己的行业特点,也采用了这个方法。图5是控制图的基本形式。纵坐标为质量特性值,横坐标为抽样时间或样本序号。图上有三条线:上面一条虚线叫上控制界限线(简称上控制线),用符号UCL表示;中间一条实线叫中心线,用符号CL表示;下面一条虚线叫下控制界限线(简称下控制线),用符号LCL表示。这三条线是通过搜集过去在生产稳定状态下某一段时间的数据计算出来的。使用时,定时抽取样本,把所测得的质量特性数据用点子一个一个描在图上。根据点子是否超越上、下控制线和点子的排列情况来判断生产过程是否处于正常的控制状态。
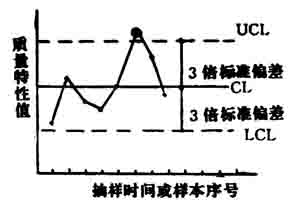
图5 控制图的基本形式
|

