|
采用X-R图控制钢桶卷封质量(2)
杨文亮
二、X-R控制图的应用
X-R控制图是把平均值(X)控制图和极差(R)控制图,上下对应地画在一起的综合控制图。平均值控制图用来观察工序的平均值的变化;极差控制图用来观察工序的分散程度的变化。两图同时使用,可以综合地了解质量特性数据的分布形态。这种控制图提供的信息量多,鉴别能力强,是质量管理中用得最多的一种控制图。它最适用于产品批量较大而且稳定的生产过程。所以,我们选用它来进行钢桶卷封质量的控制。它的使用方法是:先对工序进行分析,搜集生产条件比较稳定和有代表性的一批数据,计算控制线,画控制图。然后,按照在生产过程中抽样得到的数据在控制图上随时打点,随时观察、分析生产过程有无异常。下面,我们以钢桶桶底顶深度为例,说明X-R图的用法。
1、搜集数据
①生产过程处于稳定状态下,搜集近期质量数据,并把数据按生产(时间)顺序分组。
②数据一般取100个(最少50个以上),每次抽取的样本个数用n来表示。通常n=3~50组数用k表示。我们搜集了95个数据。每组样本个数n=5,组数k=19。
③把搜集到的每组数据,按次序填入数据表(如表1所示)
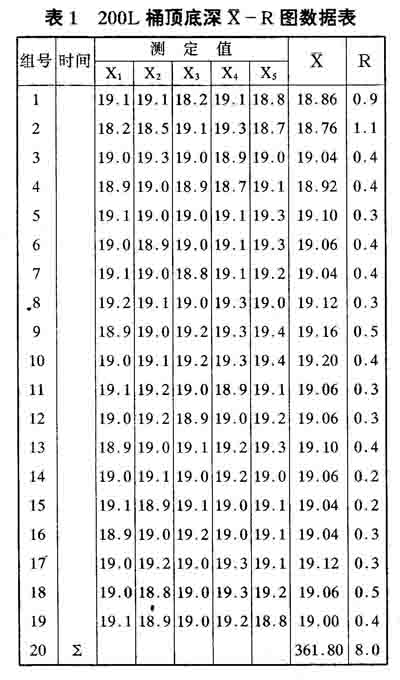
2、计算各组平均值X和极差R
①各组的平均值X为该组数据之和除以样本个数n(商的有效数字应比原测量值多取一位小数)。例如,第一组的平均值Xi为
X1=(19.1十19.1十18. 2十19.1十18.8)/5 =18. 86
把算出的各组平均值及累加值ΣX1填入表1中。
ΣX1 = 361. 80
②各组的极差R为该组数据中最大值与最小值之差。例如,第一组极差Ri为
Ri= 19. 1 – 18.2=0.9
把算出的各组极差及累加值ΣRi填入表1中。
ΣRi= 8.0
3、计算X和R
①又为各组平均值的平均值。
X =∑Xi/k = 361. 80/19 = 19. 042(比原平均值多取一位小数)
②R为极差平均值。
R =∑Ri/k =8.0/19 =0.42(比原极差值多取一位小数)
4、计算中心线(CL)和上、下控制线(UCL、LCL)
①X图。
CL= X
UCL=X+a·R
LCL=X –a·R
式中:a为随着每次抽取样本个数n而变化的系数。当n-3时,a=1.023;当n=4时, a = 0. 729;n = 5时, a = 0. 577。
CL = X = 19. 042 .
UCL= X + a·R= 19. 042十 0. 577 x 0. 42 = 19. 284
LCL =X –a·R = 19.042 – 0. 577 x 0.42=18.8
②R图。
CL=R
UCL = b·R
LCL = c·R
式中:b为随着每次抽取样本个数n而变化的系数。当n=3时,b=2.575;当n=4时,b=2.282;当n=5时,b=2.115。 c系数在n小于6时,不予考虑。
CL =R=0.42
UCL =b·R =2.115 x0.42 = 0.888
LCL = c·R 不考虑。
5、画控制图
用坐标纸或控制图专用纸画控制图。一般在上方安排X图,在下方对应位置安排R图。横轴表示样本组号;纵轴表示质量特性值和极差值。
按计算值分别画又图和R图。画中心线(用实线)和上、下控制线(用虚线)。并在各条线的右端,分别标出对应的UCL、CL、LCL符号的数值。在又图的上方标记n的数值,如图6所示。

图6 200L桶底顶深X-R控制图
6、打点鉴别
当开始使用控制图进行工序质量分析时,应把原搜集到的各组样本的平均值又i和Ri值,分别在已经画好的控制图上打点,并顺序联接各点,以确定生产过程是否处于稳定状态。当发现点子控制线或控制线内的点子排列异常时,应调查当时的生产状况及找出原因并加以消除,并剔除该点数据,重新按新的组数进行上述计算、打点和鉴别。当确认生产过程处于稳定状态时,就可以把上述控制图用于对生产过程的工序质量的控制。
7、X-R图的使用和分析
在生产现场使用控制图时,如碰上越出控制线的点,用圆圈将点子圈起来如⊙或◎(如图5所示);如发现点子排列异常,用大圈把异常部分圈起来,以便观察分析。当控制图上经常出现异常点,或生产条件发生了变化,原来的控制图(即控制界限线)失效时,应重新绘制控制图。经过一段时间的使用后,应该核实工序是否仍处于控制状态。
如图6所示的控制图中,样本号第二组的又值和R值均超出了界线,这就要求我们作出合理的分析。可以查一下当时生产的实际资料,比如废品率情况、合格率情况、设备运行状态、原材料情况、操作人员情况、生产环境情况等。如果当时一切情况都正常,而且只有这一点超出界线,一般可断定为偶然因素所致,不再作进一步的分析;如果当时废品率上升、合格度下降,这种情况就要作深入的分析。一般来讲,个别点超出界线,多数是因为原材料的因素所引起,比如采用热轧板生产,有个别板材厚度超差(过厚或太薄),这种因素影响卷封质量是很常见的。如果有很:多点连续超出界线或周期性地出现相似的超出界线的点,这种情况就要引起高度重视,认真分析。连续出现超界线点多数情况为卷边机卷封滚轮槽磨损严重;或卷边机封口盘压力失调;或原材料厚度批量超差等。周期性出现的超界线点,多由卷封设备不稳定因素引起,应检查设备性能是否稳定。如果有很多超界线点,它们既不相连,也无规律性这种情况多由操作工或环境因素引起。
上面,我们只作了桶底顶深度的控制图,用同样的方法,我们可以同时作出卷边宽度卷边厚度的控制图,并结合在一起来进行分析,这样很容易发现问题。这三个参数之间的相互关系,我们在前面已经分析过,根据它们的相互关系和上面的控制图分析方法,并在生产中灵活运用,有效地控制钢桶卷封质量就不是一件难事了。
|

