|
钢桶生产中的焊耳定位
吴阳
20升钢制提桶(又称方便桶)在生产过程中有一道工序是定位及焊耳,它是为钢桶安装提梁作准备的。通常,钢桶外壁都印有内容物的品名及相关图案,因此在安装提梁后,图案方位应与提梁相称。要达到这一要求,桶耳焊接的位置必须准确统一。一般桶耳的焊接位置都是以桶的焊缝为基准,一只桶耳焊在焊缝旁,另一只相对焊接,如图1所示。
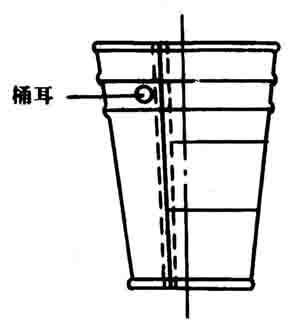
图1 焊耳位置示意图
我厂制桶设备是从法国萨巴尼(Sabatier)公司引进的。该设备的焊耳定位采用的是机电接触式的控制方法。其工作原理是:钢桶由工作台托起后,夹在工作头上旋转,一根探针在气缸的作用下贴到桶壁上,由于桶身的旋转,当焊缝划过探针时会发出声响,此时装在探针盒内的拾音器接收该信号并将其转换成电信号;这个电信号经过处理后,使一中间继电器动作,将工作头上的离合器断开,钢桶停在某一相对固定位置,即焊接桶耳的最佳位置。
在实际工作中,这种定位的控制方式并不十分令人满意,它存在以下缺点:
1、由于探针与桶壁相接触,且桶身又是旋转的,往往造成桶壁划痕,影响外观质量。
2、定位信号是根据探针划过焊缝时的声音产生的,由于生产现场噪音较大,易产生误动作,影响定位精度。
基于以上原因,对焊耳定位的控制方式进行了改进,将原来的机电接触控制方式改光电非接触控制方式。检测传感器采用的是德国SICK公司生产的NT6型定向探测仪。探测仪中的光线发生器发射出红外光,当红外光作用于不同界面时,其反射值不同。平滑清晰的表面(如桶壁)与粗糙灰暗的表面(如焊缝)的反射值相差很大,光线接收器将收到的反射值进行比较,对反差值最大的给予记忆并向延时与继电器驱动电路输出一个相应的信号。
延时与继电器驱动电路如图2所示。
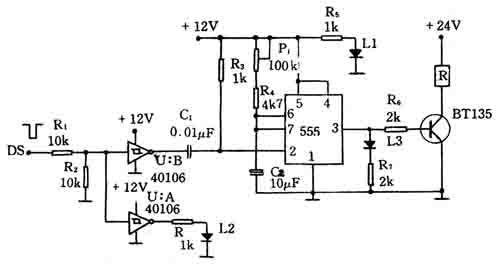
图2 延时与继电器驱动电路原理图
其中555定时器组成单稳态触发器,起延时作用。延时的目的为保证继电器R有足够的吸合时间,使离合器控制电路动作,抱闸可靠,定位准确。延时长短可根据工艺要求调整。晶体管TB135用来驱动继电器R,该继电器的触点再接入控制电磁离合器通断的继电器回路中,从而达到定位的目的。图中L1为电源指示灯,L2为输入信号指示灯,L3为输出信号指示灯,R为中间继电器的线圈。
在实际操作中,定向探测仪安装在靠近工作头的一个平台上。当钢桶被夹在工作头上旋转时,探测仪发光装置将一束红外光照射在桶壁上,并根据桶壁表面颜色的不同,接收到一个大小不同的反射信号。
(1)在无桶或有桶时光照射在有涂层部分时,探测仪接收到的为弱反射信号,其输出DS的状态为十24V。
(2)当光线照射到无涂层部分时,探测仪接收到反射信号,DS状态为OV,此时DS产,生-个下跳,单稳不动作,其输出为OV,晶体管截止,继电器不吸合。
(3)当光线照射到焊缝时,因其表面粗糙,探测仪接收到的又为弱反射光,此时DS状态从OV向十24V产生一个正跳变,经反向器变为一个负脉冲,延时电路动作,继电器R吸合,使工作头停转,钢桶定位;然后继电器延时打开,等待下一个检测信号,如此循环下去。
经改进后的定位装置较以前具有以下优点:
(1)由于采用了光电无接触检测方式,钢桶不再有机械划痕,外观质量得到了保证。
(2)检测元件及电子线路的高灵敏性,使检测质量大大提高,定位失误率仅为30/o
(3)因NT6探测仪本身对发射及反射光线可进行调节和控制,能适应不同颜色钢桶的检测,适应性强。
需要说明的是,当桶身有锈蚀时,检测失误率较大,在实际工作中应引起注意。
(作者单位:天津市涂料包装器材厂)
|

