|
谈钢桶生产质量控制点的建立
杨文亮
钢桶生产过程中的任何一个工序,都有多项质量特性要求。这些质量特性的重要程度对钢桶产品使用性能的影响程度并不是完全相同的。钢桶渗漏与环筋的尺寸不足;封闭器的互换性与外表漆膜的亮度等。前者的后果可能是严重的;而后者则是外部美观程度的问题。在一定条件下,用户还是可以接受的。有的桶件的精度、尺寸不合格影响下道工序的加工和装配,以致影响规定的质量要求,而有的尺寸是“自由尺寸”。虽然前者必须符合要求,后者也应符合要求,但相对而言后者就不必严格要求。一个钢桶上的补焊疤痕,出现在桶身环筋上或者桶顶表面上,用户是不能接受的。当出现在不影响使用和美观的部位上并且尺,寸较小时,显然并不需要给以同样的重视。因而,对于钢桶产品的每一个零件、每一道工序的许多重要程度不同的质量特性,采用同样的管理措施是没有必要的,也是不经济,甚至是不可能的。质量控制点就是根据对重要的质量特性需要进行重点控制的要求而逐步形成的。质量控制点是在质量管理中运用“关键的少数,次要的多数”这一基本原理的具体体现。
在一定的期间内,一定的条件下钢桶生产现场对需要重点控制的质量特性、关键部位、薄弱环节,以及主导因素等采取特殊的管理措施和方法,实行强化管理,使工序处于良好控制状态,保证达到规定的质量要求,这就是质量控制点的含义。
一、钢桶生产质量控制点的设置
设置质量控制点就是确定质量控制点的对象。一个质量控制点的对象,可以是这道工序的产品或桶件的某一项特性值,例如钢桶材料的性能、冲裁件的精度、钢桶的表面油漆光亮度、漆膜附着力等,也可以是一道工序的关键特性或主要工艺条件,例如缝焊搭边量、漆膜烘干的时间和温度等。
一般来说,确定质量控制点的对象,这项工作主要是在产品研制、设计和制定工艺阶段进行的。设计或工艺部门根据产品质量的要求,运用技术、经济分析,对产品质量特性的重要性,以及对缺陷的严重性加以分类、分级。质量特性一般分为三类:
1.关键特性 指该特性如果失败或损坏,可导致危及人身安全或无法达到使用的目的。例如钢桶的焊缝及卷封部位的气密性就应属此类。如果钢桶因此产生了渗漏,则漏出物可能会污染环境、伤害人体、发生火灾或其它事故;同时钢桶也因达不到使用目的而失去了它的使用功能。
2.重要特性 指该特性如果失败或损坏,可能导致或影响最终产品不能满足使用要求;但不会危及人身安全。例如钢桶生产工序中,桶身的翻边尺寸、焊接搭边尺寸、封闭器的互换性等都属此列。因为这类特性很有可能导致钢桶的渗漏,但不是一定就会渗漏,可它对钢桶最终是否渗漏起着很大的作用。
3.一般特性 除关键特性、重要特性之外的所有特性。缺陷的严重性一般分为三级:A级——致命缺陷;B级——重缺陷;C级——轻缺陷。在钢桶生产中,有一些钢桶由于机械磕碰等原因使桶身出现了较大面积的凹陷。这种缺陷虽然不会使钢桶产生渗漏,但用户一般都较难接受,所以这就属致命缺陷。而由于一次不合格而进行过补焊的钢桶,虽然也不影响它的使用功能,但焊疤太大时用户也不愿接受,这类缺陷就属重缺陷。至于钢桶外表漆膜不够光亮或附着力没有达到规定的要求的要求这类缺陷,一般情况下用户也不甚挑剔,这当然属于轻缺陷。
分级、分类以后的特性要求都要在技术文件、图纸上给予明显的标记。这就为钢桶制造现场进一步落实和实施质量控制点提供了技术依据。
在什么地方设置质量控制点,需要对钢桶的质量特性要求和制造过程中的各个工序进行全面分析来确定。设置质量控制点时一般应考虑以下原则:
(1)对钢桶的适用性(性能、精度、寿命、可靠性、安全性等)有严重影响的关键特性、关键部位或重要影响因素,应设置质量控制点。如钢桶的卷边特性等就属此列,因为它可能直接导致钢桶的渗漏。
(2)对工艺上有严格要求,对下道工序的工作有严重影响的关键质量特性、部位应设置质量控制点。如桶身翻边的尺寸、冲压桶顶底的边宽等就属此列,因为它直接影响卷封质量的性能。
(3)对质量不稳定及出现不合格品多的项目,应建立质量控制点。例如有的企业在桶身焊接时经常出现不合格品,为了对其进行有效的控制,就应在此建立质量控制点。
(4)对用户反馈重要的不良项目应建立质量控制点。一般要看用户的反映如何而定。如果用户强烈反映和不能接受,就应建立质量控制点给予控制,因为用户就是上帝i紧
一种钢桶产品在制造过程中应设立多少个质量控制点,要根据产品的复杂程度,以及技术文件上标记的特性分类、缺陷分级的要求而定。质量控制点一般可分为长期型和短期型两种。对于设计、工艺要求方面的关键、重要项目是必须长期重点控制的;而对工序质量不稳定、不合格品多或用户反馈项目,或因为材料供应、生产安排等在某一时期特殊需要的则要设置短期质量控制点。当技术改进项目的实施、新材料的代用、控制设施的标准化等经过一段时间有效验证后,可以相应撤消,转入一般的质量控制。如果某钢桶产品的关键特性、关键部位和重要因素都设置了质量控制点,得到了有效的控制,则这个钢桶的合格率就有了保证。同时,质量控制点还可以搜集大量有用的数据、信息,为质量改进提供依据。所以,设置质量控制点,加强工序管理,是制桶企业建立生产现场质量分体系的基础环节。
二、质量控制点的落实和实施
质量控制点的落实,就是根据技术文件规定的分类、分级,结合生产工序的具体情况及技术要求,运用因果图等方法分析主要因素,逐级展开(可展开两次、三次或多次),直到能采取对策措施为止,然后制定控制办法,并规定这些主要因素的控制项目和允许界限。至于质量控制点的实施,实质上也就是重点工序控制。
根据质量控制点的概念及设置原则,质量控制点的实施,大体上有如下几个步骤:
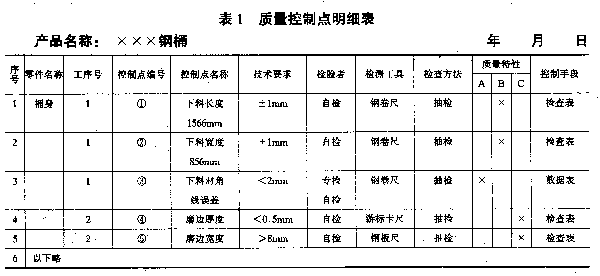
(1)确定质量控制点,编制质量控制点明细表(如表1)。工艺技术部门根据产品设计和工艺要求中的质量特性重要性分类和缺陷分级以及工艺流程中存在的质量问题,按控制点设置原则,确定产品制造过程中应建立的质量控制点。
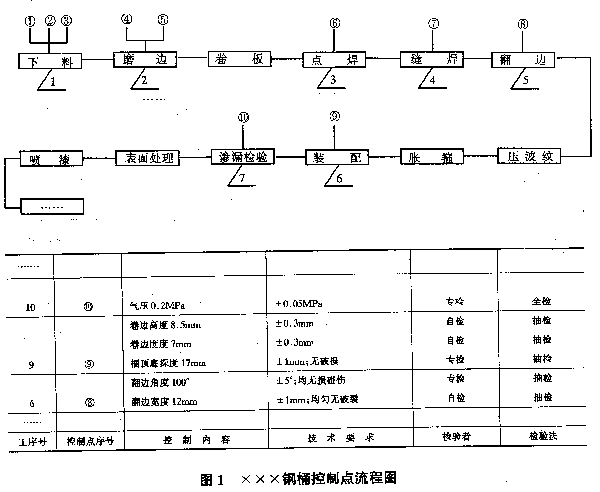
(2)由工艺、技术部门负责设计绘制“工序质量控制点流程图”(如图1),并明确标出建立控制点的工序、质量特性、质量要求、检查方式、测量工具、控制方式以及采用的控制手段(图表)等。
(3)由工艺、技术部门组织有关车间的工艺人员等,进行工艺分析,找出影响工序质量特性的主导要素。
工序分析,就是对要建立控制点的工序进行分析、试验和调查,找出影响工序质量特性的主导要素,然后制定标准将主导要素有效控制起来。工序分析的顺序是:
①对拟建立控制点的质量特性、关键部位或薄弱环节确定责任部门和人员进行调查核实;
②掌握控制点的现状,明确改善目标;
③应用因果图、系统图、相关图等方法,进行具体分析;
④拟定试验方案、对策计划(确定控制标准草案);
⑤试验或试行方案,找出质量特性和影响因素的关系,审查确认其效果;
⑥确定控制标准和规则等。
(4)工艺技术部门根据工序分析的结果,编制“工序质量表”,对各个影响质量特性的主导因素规定出明确的控制范围和有关控制要求。
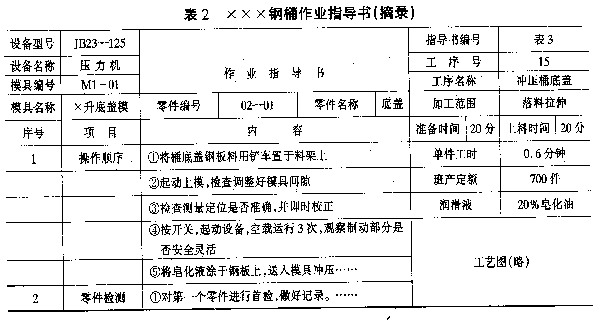
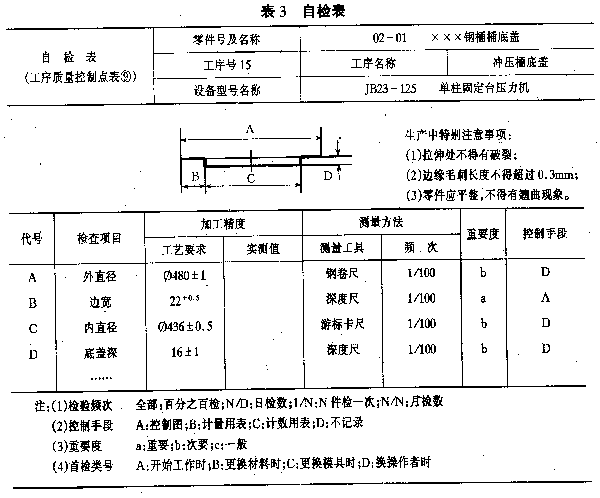
(5)由工艺部门负责编制控制点的作业指导书(或工艺操作卡)和自检表(如表2和表3)。
(6)由设备、工具、检验等部门根据工序,质量表展开的影响因素控制项目编制“设备、工装点检卡和计量仪器周检卡”等。
(7)由工艺、技术部门起草“质量控制点的管理办法和工序管理制度”,纳入企业“质量责任制”,并与奖惩挂钩,由生产车间和有关部门组织实施。
(8)由生产车间、检验等有关部门组织有关人员学习、掌握有关控制点的文件和规章制度的要求。
(9)由质量管理部门组织、协调有关部门提供控制点需要的实施条件,例如补充测量。工具、工位器具、应用图表、配备相应人员,以及组织均衡生产等。
(10)生产车间组织人员对控制点进行预验收。
(11)由质量管理部门会同工艺,技术部门组织有关人员正式验收质量控制点,对符合规定要求,并达到预期控制目标的质量控制点给予合格标志。
三、人员在质量控制点中的职责
(1)操作人员在质量控制点中的职责
①学习了解质量管理的基本知识,掌握本岗位常用的统计方法和图表,自觉贯彻、执质量责任制和质量控制点的管理制度。
②清楚地掌握本工序质量控制点的质量要求和检测方法。
③严格按照作业指导书(或工艺过程卡)、自检表等技术文件的规定进行操作和检验,以优良的工作质量保证产品的制造质量。
④了解工序质量表中指出的影响质量五大因素中的主导因素,并按规定进行控制。.
⑤按规定填好数据记录表和正确运用统计方法,务求数据正确、真实、图表清楚、整洁。
⑥生产中发现异常,例如在控制图上的点子越出控制界限或有排列缺陷时,应立即分析原因,采取纠正措施,必要时应向班长、技术员或车间领导报告。
(2)检验员在质量控制点中的职责
①学习了解质量管理的基础知识,掌握质量控制点的设置及有关各项要求。
②把质量控制点的工序作为检验重点。应检查、帮助操作工人执行质量控制点的有关技术文件,密切合作,消除违章作业;并做好记录。
③在巡回检验时,应检查质量控制点的质量特性及影响质量特性的主导因素,发现问题时,应协助操作工人及时分析原因,帮助解决。
④要熟悉掌握质量控制点的质量要求及检测、试验方法等,并应按“检验指导书”进行检验。
⑤熟悉质量控制点所用的图表、方法及其作用,并通过抽检来核对操作工人的记录和打点是否正确。
⑥做好操作工人自检记录,并计算其自检率和自检准确率,按月公布和上报。
|

