|
金属容器的缩颈回转成形
辛巧娟
顾名思义,缩颈桶就是脖颈处细的钢桶。此类钢桶大部分都是全开口钢桶。缩颈后,装上桶箍放倒滚动时无障碍。
对于缩颈桶的桶身而言,其加工方法国内有许多种,在缩颈程度不大时,大多数采用滚压成形方法。但最理想的加工方法,还应首推回转旋压成形。虽然旋压加工与其它加工方法比较,其效率较低,但就一般桶身缩颈回转加工来说,由于变形程度不大,故效率也不算低,一般只需一次回转加工即可成形,质量较为理想。
旋压加工的原理如图1所示,利用旋压机使毛坯和模具以一定的速度共同旋转,并在辊轮的作用下使毛坯在与辊轮的接触部位上产生局部的塑性变形。由于辊轮的进给运动和毛坯的旋转运动,使局部的塑性变形逐步地扩展到毛坯的全部加工表面,完成了零件的旋压加工。旋压加工所用的模具十分简单,由于加工时变形区的尺寸很小,故所需要的旋压力比一般冲压方法小很多,所以可以用功率和吨位都非常小的旋压机加工大型桶身。
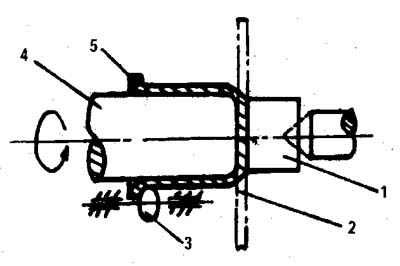
图1 旋压成形原理图
1.顶板;2.毛坯;3.辊轮;4.模具;5.加工中的毛坯
旋压时毛坯的旋转速度,取决于加工零件的尺寸、材料的厚度、材料的机械性能等,通常介于250~1000转份之间。旋压用模具可以用钢,也可以用成本较低的软金属或非金属材料(如硬质木材等)制造。
图2为“绿色钢桶”桶底顶的加工成形原理图。
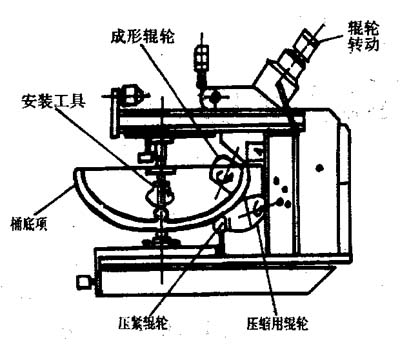
图2 “绿色钢桶”桶底顶旋压成形
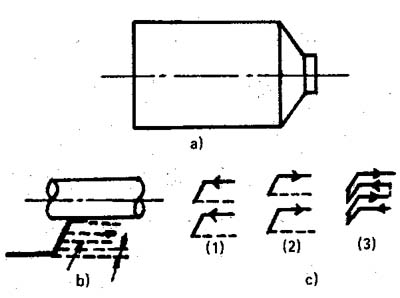
图3 旋压缩口加工
表1 旋压缩口时坯料的回转速度
| 桶身直径(mm) |
回转速度(rpm) |
小于50 |
3000~3500 |
50~100 |
2000~3000 |
100~200 |
1500~2000 |
200~300 |
1200~1500 |
300~400 |
800~1200 |
400~500 |
600~800 |
500~700 |
300~600 |
表2 旋压缩口时辊轮的进给速度
| 材质 |
辊轮进给速度(mm/min) |
铝 |
1000~1200 |
铜 |
1200~1400 |
钢 |
800~1000 |
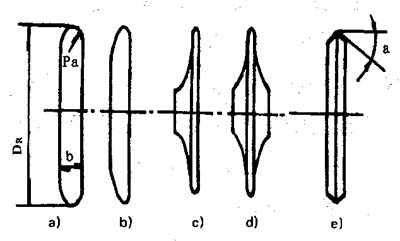
图4 辊轮的形状
表3 辊轮尺寸(参照图4)
辊轮直径DR,mm |
辊轮宽度b,mm |
辊轮圆角半径PR,mm |
a |
b |
c |
d |
e(a) |
140 |
45 |
22.5 |
6 |
5 |
6 |
4(2) |
160 |
47 |
23.5 |
8 |
6 |
10 |
4(2) |
180 |
47 |
23.5 |
8 |
4、8、10 |
4、8、10 |
4(2) |
200 |
47 |
23.5 |
10 |
10 |
12 |
4(2) |
220 |
52 |
26 |
10 |
10 |
12 |
4(2) |
250 |
62 |
31 |
10 |
10 |
12 |
4(2) |
对如图3所示的缩颈桶桶口的缩口加工,就可以用旋压方法来解决。坯料的回转速度可参照表1的范围确定,辊轮送进速度按表2选取。制件长度的增大和壁厚变化受加工条件支配。辊轮移动方法有如图3所示的3种,如采用图3C (3)的交互移动法,口部的壁厚可作适当调整。可动靠模板的移动螺距P和辊轮的送进速度V按壁厚和材质选定。P过大产生局部变薄,辊轮移动的阻力大会引起破断或使未加工部分产生纵向弯曲。并且,如不注意作业开始时的压入,发生振动即成为产生皱折的原因。辊轮的形状有如图4所示的几种,应根据桶身形状的不同需要选用,辊轮的尺寸可由表3选取。实际工作中按桶身形状、种类选取如下的加工方法:
1.使用分离模具的方法
为了旋压缩颈桶桶身件的一部分,可在所旋形状的最小部分使用分成两半的模具如图5所示。若将桶身支持在弹簧式的压紧圈上,作用于轴线方向的压应力会起防止产生皱折的作用。
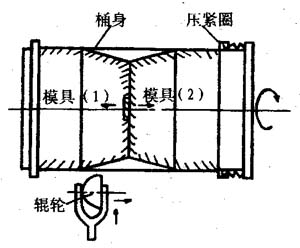
图5 用分离模具的旋压缩径
2.使用拼分模的方法
如图6所示旋压桶身一端的口部时,使用拼分模。拼分模由具有正确的制件形状的一组扇形块和固定轴组成。扇形块能从加工后的桶身中取出,按制件尺寸设计成一块或数块。
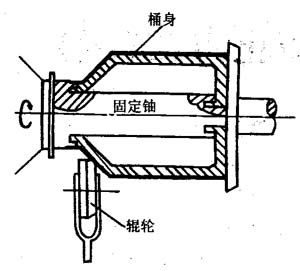
图6 用拼分模的旋压缩口
3.使用偏心模的方法
底部尺寸较大的桶身,其直径变化不大时可用如图7所示的内置偏心辊轮。和拼分模相比,加工时间可缩短。
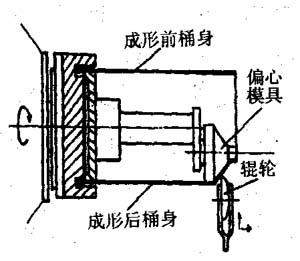
图7 使用偏心辊轮的旋压缩口
4.不用模具的空间旋压方法
对于直径不大的钢桶桶身可进行空间旋压。如图8所示,若用靠模板则可获得较高的尺寸精度。
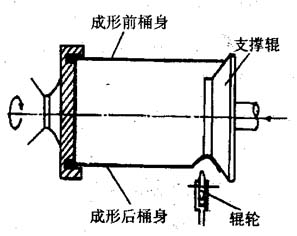
图8 不用模具的缩口
5.使用多辊轮的方法
使用如图9所示的三个辊轮沿桶身轴线方向压人,是将桶口旋压成圆弧状的另一种方法。
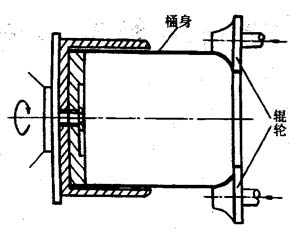
图9 使用多辊轮的旋压缩口
对于钢桶桶身缩颈旋压,其变形程度不能过大,一般要求在下式规定的范围内为合适。
d/D=0.6~0.8
式中:d——桶颈最小直径;D——旋压前桶身直径
旋压件常产生起皱、硬化、变薄等质量问题,现分述于下:
①起皱
在旋压过程中当桶身盲释太大,旋压模的直径太小时,坯料悬空部分过宽,旋压时容易起皱。所以,在旋压过程中应掌握要领,即辊轮应从桶身靠里的表面开始,桶身的外缘也不宜加力太大。
②硬化
坯料在旋压过程中会引起冷作硬化,在边缘很可能引起脆性破裂。
③变薄
旋压时,由于辊轮与桶身的接触面积很小,压力很大,因此材料要变薄。旋压时速度太高也是变薄的一个原因。合理的旋转速度一般约为200~600转/分。
|

