|
开口缩颈钢桶翻边宽度的设定
付尔全
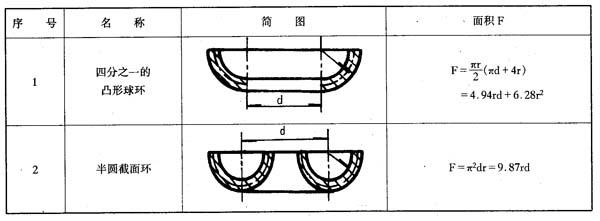
为节省集装箱的空间,利于堆放,不少厂家都在生产开口缩颈钢桶。有些厂家向我所询问缩颈机的事,为此我们进行了“立式翻边缩颈机”的设计。设计过程中,我发现确定缩颈处边宽是个很复杂的计算。它受桶径、卷管直径、以及材料厚度等多因素的影响。今将自己的分析、计算、推导结果推荐给大家,共同探讨,便于应用,避免每次进行复杂的计算。首先列出几种常用旋转体面积的计算公式。参见表1。
表1 常用旋转体面积的计算公式
一、推导翻边宽度与桶径、卷管直径及料厚的关系式
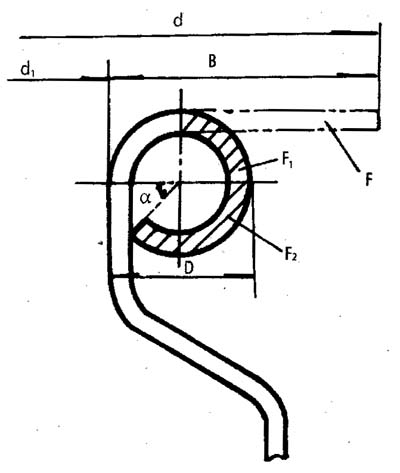
图1
参见图1,各种符号意义如下:
d1——缩颈桶颈部内径
B——缩颈端翻边宽度
d——翻边处桶的外径
D——卷管直径
a——卷管后因.料厚而不能全闭合的夹角
F——以边宽B减去卷管半径为宽,外径为d的圆环面积。
F1——卷管后1/4凸形球环的面积:
F2——卷管后半圆截面环减去没闭合段的球环面积。
F3——卷管后按假设完全闭合的半圆截面环的球环面积c
在缩颈部边宽卷成圆管的过程中,材料厚度有了变化,但其影响不万,在此不考虑其响。因而有以下关系式:
F =F1+ F2=F1+kF3……(1)
其中:
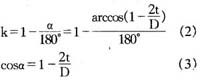
根据表1及图l有:
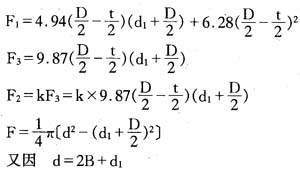
所以将以上各项代入(1)式,推出关系式如下:

经过实际计算及分析得知此式根号下的第二项2(D–t)2数值远远小于其它二项,故将其省略,误差在干分之几以内。由此得到边宽的计算公式:

由此式可初步看出:翻边宽度与桶径d1,卷管直径D,及料厚t有关:
二、分析推导翻边宽度B与桶径d1,卷管直径D及料厚t的关系
直接从(4)式中分析,似乎有点麻烦,且结论不直观,所以我们先从图形人手,得到直观的认识,参见图2。按GB325《包装容器 钢桶》卷管直径有φ8和φ6两种,图2则将二者作以比较,根据常规选料,料厚按0.4~1.5mm考虑。
从(4)式或图2中可看出:卷管直径D相同时,料厚增加,则边宽减少;料厚相同时,管径D越大,则边宽越大:那么边宽与桶径关系如何呢?这得从计算中分析:从GB325中取几种桶比较,以下D、d1及B、△B等单位均为mm,计算对对为了方便不写单位 。
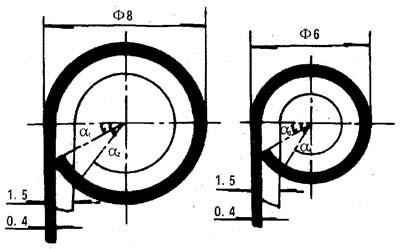
图2

将其它料厚及管径、桶径代入计算,结果相同,在此不一一例举。结论是:料厚相同时,卷管直径增大,边宽增大,而且管径D相同,则边宽相同,基本不受桶径d1的影响。例如:对标准中100L桶d1= 400,当料厚t=1.0及D=8时,边宽为15.5,当改生产另外一种非标桶d1=425等,只要料厚不变,D不变,则边宽仍取15. 5,不必重新计算。那么料厚t及管径D的增减对边宽有多大影响呢?它们的总趋势在图2中已分析过,现在需要找出具体数量上的关系,从图中无法得知,需从计算中找出。结合上述:t、D相同,则B相同的结论,在GB325标准中分别找几种d1桶代表t、D相同时的B值,根据(4)式得到以下数据:
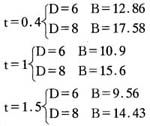
首先看t相同时D的影响。D每增加Imm时:
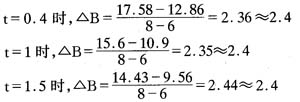
结果是:D每增加1mm,则边宽增加2.4mm。那么D相同时,t改变又怎么样呢?见以下计算:

结果是:D相同时,t每增加Imm,边宽减少3mm。因而,翻边宽度与桶径d1、卷管直径D及料厚t的关系的结论是:
①料厚t及管径D均相同时,边宽也应相同,基本不受桶径d1的影响。
②料厚相同时,管径D每增加Imm,边宽也要增加约2. 4mm。
③卷管直径相同时,料厚每增加Imm,边宽要相应减少3毫米。
上盟述,我们可得到一简便的计算边宽的公式:
B= 11+2.4(D -6)+3(1 –t)…… (5)
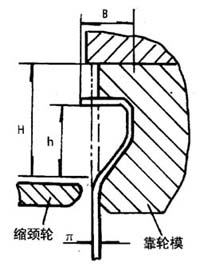
三、计算翻边宽度及推导上述结论的意义
随着市场的需求,生产缩颈桶的厂家会经常面对钢桶规格的改变,并且是多种非标准的桶型。所以,生产过程中必定要经常谓整设备。如图3。我们设计的“立式翻边缩颈机”中采用缩颈轮沿靠模轮槽赶制成形的形式。B直接影响H,h(相互关系在此不推导),也就是说每换一种桶当t和D有变化时,就要调整缩颈轮的切人点即H值。同时也要知道(H-h)的变化即桶缩短量,以便下托盘能及时跟进。如果我们正生产t=l,D=6,B= 11.0桶,马上改生产t=0.4,D=8桶,那么B变成多少了哪?可以用心算来完成。首先,假设t不变△D=8-6=2,根据前述结论2x2.4=4.8,则11+4.8=15.8;然后D=8不变,t变成0.4,1-0.4 = 0.6 ,0.6X3=1.8,15.8十1.8=17. 6,很容易计算出B值,再根据B与H,h关系,对设备进行调整。也可直接代入公式(5)计算,B=11十2.4(8-6)十3(1-0.4) =17.6。因而,进行上述一系列推导,目的就是为设计、生产提供一简便快捷的方法,避免每次进行复杂计算(一些特性也适用于直开口桶)。这些结论也许对生产缩颈桶及直开口的厂家所有帮助,供大家参考。
|

