|
"三合一"桶身联合成型机的维护与保养
党继强
西安市机械研究所生产的"三合一"桶身联合成型机自开发投产以来,已得到制桶行业大多数企业的认可,已经使用的用企业多达三十多家,由最初的设备到今天使用近二十年,因此,如何维护和保养好设备就成为用户关心的问题。下面,我就简要介绍几点:
一、机床部件
1、设备的四根轴决定活动大板的运动精度,决定着桶身扳边胀筋的质量,因此应避免大轴接触碱性和酸性物质,避免大轴的划伤。若机床长时间不使用时,应用油纸将大轴包装起来。重新使用时,若轴面过脏,应将浮油擦掉。在机床使用过程中,应及时给导柱注油,油杯加润油,每年至少一次检查紧固大轴的螺丝是否有松动现象。
2、及时调整两块活动大板的四付轴瓦与轴的间隙。其调整部分结构为:外柱与带槽的钢瓦套采用锥面配合,使耐磨尼龙瓦与大轴以合适的间隙配合。间隙的确定于槽中楔铁的薄厚。因此,随着机床运行时间的增加,尼龙套轴的间隙会逐渐变大,到一定程度将会影响加工件的质量,这时就需要调整其间隙,调整过程中原有的锲铁进行适量的磨削使其变薄是必须的,维修时别忘记紧固大螺母,并且顶丝钉紧。
3、随着设备运行时间的增加,油箱内的工作油的温度会频繁变化,油缸内缸头和活塞的YX密封件会出现钝化和老化现象,使设备在未改变任何工作和加工条件的状态下,对工件加工显得力不从心,或者在缸头处向外漏油,因此,应及时地检查和更换这类密封件。
二、液压系统
"三合一"桶身成型联合机液压系统是采用ISO4401国际标准系列新型集控制元件——叠加阀和直流湿式换向阀。因此,液压故障排除和维修非常方便。
系统的6组阀组分别控制全机的举升、定位、左右胀筋、左右挤压油缸的动作,其中压力控制阀组有电磁溢流阀和外控顺序阀,举升、定位系统的减压阀,各油缸的动作依各电磁换向阀(或电液换向阀)的动作而运动。其中电磁溢流控制整个系统的工作压力,调整时,应使工作压力略高于实际需要工作力,避免系统高压工作时阎净产,能量耗过大。外控顺序阀是用来提高在加工工件过程中,挤压空走和胀,筋空走的工作速度的,它的关闭与开启由人流阀的工作压力决定(即P1控制P),调整时应将二者同进调整,待高速到挪概括低压压力值时,以顺序阀,再独立调整主油路(P1)到能够进行扳边和胀筋的压力。维护液压系统时应注意:
1、油箱内的液压油应依使用时间进行定期更换,一般为每一年更换一次,连续运转缩更换周期,注入新油时,庆通过100目以上的滤油器,油面应最少高于滤油器8cm,防止空气进入泵体内。
2、重新安装油泵要注意油泵的转向,进油口的螺丝应上紧,并在起动前事先向油泵进口内注满液压油。
3、阀体装配严格按照图纸位置装配,并检查是否有堵塞现象。
4、滤油器应清洗干净。
5、管道联结螺旋应紧固。
三、电器部分
"三合一"桶身联合成型机采用电器无件均为常用的CJ10或CJ0型接触器,JS7型时间继电器,以及J27型中间继电器,能够很方便地购买替换。其控制回路主要由三部分组,一部分是控制电压为110V的回路,用来制接触器、继电器、行程开关的闭合:另一部,是27V回路,用来控制湿式电磁铁的动作,以控制液压油路工作;第三部分是6. 3V回路,指示显示各回路的工作状态。在电器部分维护时,值得注意的有:
1、JSl、JS2、JS3时间继电器分别控制高卸荷、定位抬起和挤压保压的时间调整。若时间调整过长,系统高压工作时间会加长,时间调整过短,工件加工质量会受到影响。
2、应熟练掌握各行程开关的功能与作用机床自动工作状态如下:
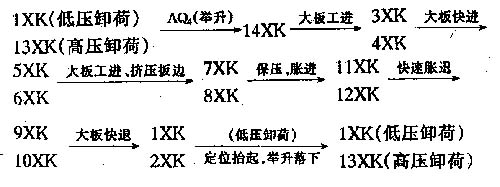
若在工作过程中,出现了问题首先应检查行程开关的位置以及是否压合,然后再寻找其它的原因。
总之,由于"三合一"桶身联合成型机技术先进、操作方便、价格低廉,深受广大用户的喜受,维护与维修非常方便。以上只是个人工作中的几点体会,以供广大用户在工作中参考。
作者单位:西安市机械研究所
|

