|
桶身联合成形机的电控系统
武增创
十多年来,我所机械工程部一直致力于钢桶制造设备的开发研究,成功的研制出44系列桶身联合成形机床、49型钢桶卷边机、58型予卷喷胶机,61型压缩封装机、111型铣边机等数十种用于装备钢桶制造行业的专用设备。这些设备无一例外的采用电力拖动和电气自动控制系统,实现了加工过程自动化,提高了-生产率和产品质量,降低了劳动强度,取得了明显的社会经济效益。
钢桶制造设备目前在我国还是一种非标准设备。就其构成而言,和通用标准化机床一样,也是由工作机构、传动系统、原动机和自动控制系统四大部分组成,而自动控制系统亦可以是机械的、液压的、气动的和电气的。随着生产技术和生产力发展,电力已成为现代机床的主要动力源,因而电气自动控制系统也就在各种自动控制方法中居于主导地位,并随着电力电子技术、微电子技术、传感技术、计算技术等学科的发展而发展,逐步成为一种综合应用许多先进技术成果的专业技术。目前,电控技术已发展到以计算机为控制中心的集成制造系统这一高水平,但从制桶行业的整体技术水平和实际需要出发,我所开发的制桶专用设备除压缩封装机和44B型桶身联合成形机的电控系统使用PLC工业控制计算机外,其它设备采用的都是继电接触器控制方案。继电接触控制系统源于本世纪20~30年代,其只所以能长盛不衰,长期广泛的应用到今日,主要原因是控制器件结构简单,价格低谦,控制方式直观易于掌握,工作可靠维修方便。
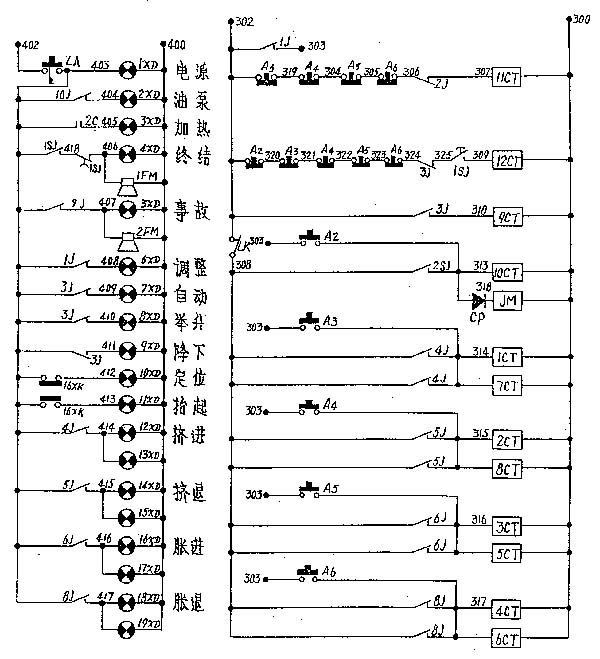
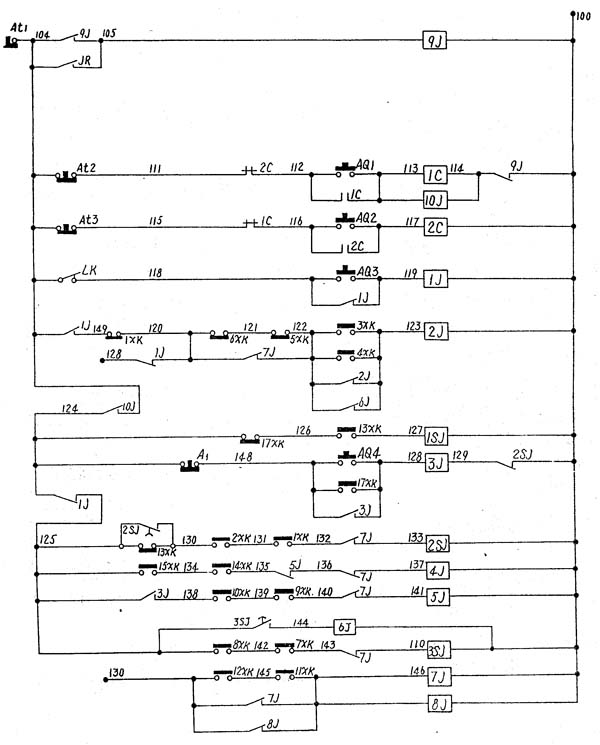
三合一桶联合成形机是一种液压传动自动化专用设备,自动工作循环是在电气系统与液压系统的协调配合下完成的。由于该系列成形机已广泛应用于生产实践,为帮助用户更好掌握使用该设备,就其电控系统的原理及构成做以下阐述。由电气原理图可以看出,电气控制系统由电源动力电路(主回路)和辅助电路(控制回路)两大部分组成。在主回路中,选用D215L型带漏电保护功能的自动空气开关对电源进行总控制,同时对整个系统进行短路保护、欠压保护、漏电保护和严重过载保护,用以驱动液压系统中双联叶片泵的Y型三相异步电动机(型号为Y180L-6835,功率15KW)是主回路中的唯一受电电器,因功率不大,用一只交流接触器进行直接起动,并在电机回路中串入一三极带差动机构的热继电器对电动机进行过载保护和缺相保护。在电源回路里还设置了交流电量指示用电压、电流表和电柜有指示灯依据所用电源电压、等级的不同控制回路分成三个部分,即交流110V继电接触器回路、直流24V阀用电磁铁回路和6交流6.3V程序显示回路。110V继电接触器回路中含有油泵电机起动停止、自动月皇动工作状态转换、高、低压油路自动卸荷、自动工作度循环等环节。直流24V回路中的阀用电3磁铁是联系液压和电气两个系统的桥梁,电磁铁由继电器触头控制,把电能转换为机械能,再用推杆去推动各种液压阀的阀芯,实现油路的切换,因此在看电气原理图时,应把两个回路结合起来看。
液压系统分高压和低压两个系统,机床处于原位时高、低压油均卸荷,电机近似空载运行;运动部件工作进给时(慢进)低压油卸荷,快进时高、低压油均不卸荷。机床原位状态时,1XK49-120断开,129点无电,2J线圈不得电,2J306-307接通,11CT得电,低压油荷;13XK126-127接通,ISJ线圈得电,ISJ325-309闭合,12CT得电高压油卸荷,举升油缸升起后13XK126-127断开,ISJ线圈失电,ISJ325-309断开,12CT断电,这时不管其它工作部件处于何种状态,高压油均不卸荷;行程开关3XK122-123或4XK122-123受激闭合接通后,2J线圈得电,2J306-307断开,11CT失电低压油不卸荷,实现快进;而当6XK120-121和SXK121-122分断开路后2J线圈断电,2J306-307接通,低压油卸荷实现工进。
3、自动工作循环控制
1)按下起动按钮AQ4,3J线圈得电3J148-128自锁;3J302-310闭合,9CT得电举升;3J324-325断开高压油不卸荷。
2)14XK134-135闭合,(15XK125-134已于上循环终结时闭合)4J线圈得电,4J308-314吸合,1CT、7CT同时得电挤进。挤进中通过3XK122-123或4XK122-123以及Ⅺ(120-121和SXK121-122控制2J线圈,而用2J306-307控制11CT通断电实现快工进的转换。
3)8XK125-142和7XK142-143闭合,3SJ线圈得电,3SJ125-144延时闭合6J线圈电,6J308-316闭合,30、50得电胀进。
4)12XK130-145和11XK145-146闭合,7J、8J线圈得电,7J130-146、8J130-146合自锁,8J308-317吸合,4CT、6CT得电胀退。
5)10XK138-139和9XK139-140闭合,SJ线圈得电,SJ308-315吸合,2CT、8CT电退。
6)2XK130-131和1XK131-132闭合,2SJ线圈得电,2SJ129-100动断,3J线圈失电,举升缸降下,同时,2SJ308-313延时断开后,2SJ线圈又失电,定位缸下降使15Ⅺ<125-134闭合,一个循环结束。
电路中设置了严密的互锁环节,使用维修中应引起注意。SJ135-136是挤进与挤退的互锁触点,7J143-110是胀进与胀退的互锁触点,7J140-141使挤退必须在胀退后运行,7J136-137保证胀腿与挤进的互锁,7J132-133保证胀退后举升才能降落,胀退的控制电源取自130点,目的是当举升回落到原位压断3XK125-130后,使刀、8J线圈失电复位。
手动调整环节及显示回路请自行分析。
作者单位:西安市机械研究所
|

