钢桶制造核心技术--三重七层圆卷边
西安市机械研究所 景志平
中国钢桶工业制造技术在最近十多年间经历了一场革命。其标志是三重七层圆卷边技术的广泛运用导致钢桶密封强度的大幅度提高。由于“密封强度”乃钢桶诸多技术性能之首,因而三重七层圆卷边不得不成为钢桶制造业的核心技术。二十世纪八十年代中叶,面对钢桶包装泄漏频频导致海运重大事故的严重威胁,国际IMO标准《国际海上危险货物运输规则》做出第20次修订,提高了钢桶密封性能指标要求。德、美等钢桶技术先进国家纷纷淘汰传统的二重五层平卷边钢桶生产工艺,转而开发新型三重七层圆卷边制造技术。这一技术的问世将钢桶密封强度从《国际海上危险货物运输规则》标准的三、四级提高到一、二级,有效减少了海运安全事故,影响非同小可。这股钢桶生产技术革命浪潮很快波及中国钢桶制造业,引发了全国范围的改二重五层平卷边为三重七层圆卷边的钢桶生产技术的质的飞跃。
三重七层圆卷边技术体现在钢桶制造工艺装备上的变更如下表所示:
项 目 |
二重五层平卷边 |
三重七层圆卷边 |
底盖预卷机 |
底盖无预卷工序,无预卷机 |
底盖有预卷工序,有预卷(及喷胶)机 |
桶身成形机 |
桶身折边宽度小 |
桶身折边宽度大 |
底盖复合冲模 |
底盖落料尺寸和折边宽度小 |
底盖落料尺寸和折边宽度大 |
卷边机 |
卷边轮槽形截面为矩形 |
卷边轮槽形曲线为圆、渐开线或螺旋线 |
钢桶 |
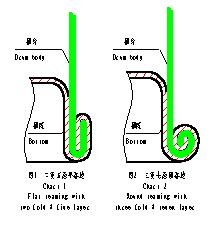
钢桶卷边截面为二重五层矩形(图1) |
钢桶卷边截面为三重七层圆形(图2) |
中国国家钢桶标准的历次修订体现了这一技术进步。中国《钢桶》标准共有《GB325-1964》、《GB325-1984》、《GB325-1991》和《GB/T325-2000》四个版本。其中1991年版的《GB325-1991》就已列入三重七层圆卷边的结构形式,对钢桶密封强度的试验包括气密试验、液压试验、跌落试验和堆码试验的数值完全等同于《国际海上危险货物运输规则》的规定。
前苏联国家钢桶标准《ГOCT 13950-1991》和《ГOCT 5044-1979》只列入了二重五层平卷边的结构形式而未列入三重七层圆卷边的结构形式;对钢桶密封强度的试验只列入了跌落试验,且其要求的最大跌落试验高度为1.2米,低于《国际海上危险货物运输规则》1.8米的规定。因而按照中国国家钢桶标准《GB325-1991》或《GB/T325-2000》生产的钢桶,其密封强度会更高。
The central technology for steel drum manufacturing:
Round seaming with three-fold & seven-layer
XI’AN MACHINERY RESEARCH INSTITUTE Jing zhiping
The industrial technology for steel drum manufacturing in China experienced a revolution during recent more than ten years. Its marking is extensive applications of the round seaming with three-fold & seven-layer causes huge increase of sealing intensity for steel drum. Because the "sealing intensity" is premier one of many technical function for steel drum, as a result the round seaming with three-fold & seven-layer becomes the central technology for steel drum manufacturing. During the middle period of 80's of 20 centuries, in the face of serious threaten from leaking of the steel drum-packing causing again and again fearful accidents in sea transportation, international IMO standard《The international maritime conveyance rule for dangerous goods》was made with the 20th time of revises. It increased the request about sealing function of steel drums. Many countries having advanced technology for steel drum manufacturing such as Germany, America etc. eliminated in succession traditional production technology about the flat seaming with two-fold & five-layer, turned step to develop new technique: the round seaming with three-fold & seven-layer. The creation of this technique increased grade of sealing intensity for steel drums from third or four class to first or second class, prescribed by《The international maritime conveyance rule for dangerous goods》, reduced the safe trouble in sea transportation effectively, and affect in the world is not trivial matter. This tidal wave about technical revolution for steel drum production spread to Chinese steel drum manufacturing industry very quickly, caused nationally changing from the flat seaming with two-fold & five-layer to the round seaming with three-fold & seven-layer, produced the leaps of technical quality for steel drums production.
The alteration of crafts and equip for the round seaming with three-fold & seven-layer is shown as watch below:
Item |
Flat seaming with
two-fold & five-layer |
Round seaming with
three-fold & seven-layer |
Pre-curling
machine |
No pre-curling working procedure,
no pre-curling machine |
Have pre-curling working procedure, have pre-curling(and gum-spraying) machine |
Drum-body
Forming machine |
Width of flanging for
Drum-body is less |
Width of flanging for
Drum-body is big |
Pressing die for caps & bottoms |
Size of material cutting and width of flanging for caps & bottoms is less |
Size of material cutting and width of flanging for caps & bottoms is big |
Seaming machine |
Section of trough form for seaming wheel is rectangle |
Section curve of trough form for seaming wheel is rotundity, involute or spirality |
Steel drum |
Section of seaming for steel drum is rectangle with two-fold & five-layer
(chart 1) |
Section of seaming for steel drum is rotundity with three-fold & seven-layer
(chart 2) |
The Chinese national standard for steel drums is revised time after time, incarnating this technique progresses. The Chinese national standard《Steel drums》has four editions:《GB325-1964》,《GB325-1984》,《GB325-1991》and《GB/T325-2000》. Among them in the《GB325-1991》published in 1991 year, the structure of round seaming with three-fold & seven-layer was already listed in it. And in the《GB325-1991》the tested numerical value such as the gas-sealing test, the hydraulic pressure test, the falling test and the piling up test, is equal completely to the prescript of《The international maritime conveyance rule for dangerous goods》.
In the national standard for steel drums of former Soviet Union《ГOCT 13950-1991 》and 《ГOCT 5044-1979》was listed only in the structure of the flat seaming with two-fold & five-layer but no the round seaming with three-fold & seven-layer, and in it was listed only the falling test for the drums testing of sealing intensity, but the requested falling test max. height is 1.2 m, it is lower than 1.8m that prescribed in《The international maritime conveyance rule for dangerous goods》. As a result, if the steel drums produced according to Chinese national steel drum standard《GB325-1991》or《GB/ T325-2000》, their sealing intensity will be higher.