钢桶五层平卷边不良品的发生及克服方法(1)
本文所说的不良品桶,系指不符合一级品质量标准的,且不限规格、品种、容量及用材料薄厚的钢桶。在此不过多论述这些不良品的严重性,以及可能由此产生的后果。本文着重讨论钢桶卷边发生问题的原因,及克服不良品的方法。力求通过讨论,达到在生产中不出或少出不良品的目的,从而提高产品质量及操作者的技术水平。下面分别论述十六种平卷边不良品产生的原因及克服方法:
一、卷边背部出硬棱(图1)
钢桶在生产过程中,有时出现组装成的桶卷边背部有硬棱。其严重程度不同,严重时桶不能顺利滚下,甚者包在卷封盘上。发生问题的原因及解决的方法如下:
1.托底盖滚太低。
托底盖滚本应安装在卷封轮一侧,且上端略低于卷封盘为好,由于安装的太低或紧固托滚轮螺栓松动,使托滚起不到托底盖作用时会产生出硬棱问题。此时,往上提托滚或重新紧固螺栓,硬棱即制可消失。
2.卷封盘不正。
由于卷封盘安装的不正,旋转时即发生上下跳动,此时,桶卷边易出现半圈硬棱。重新调整卷封盘,使跳动消失,硬棱也随之消失。
3.卷封盘磨损。
长时间连续生产,卷封盘下端锐角磨损到一定程度时,也会发生出硬棱现象。多次补焊的卷封盘,由于焊后淬火不匀,生产时盘会局部掉角,亦会发生此问题。应及时更换新的卷封盘。
4.桶体焊缝搭边过宽。
国产焊机桶体需宽搭边方可生产。此时卷封轮调对的紧一些的话,即可发生直缝与卷边环缝交接处背部出硬棱。如稍将轮的调节丝杆调松一些,问题即可排除。
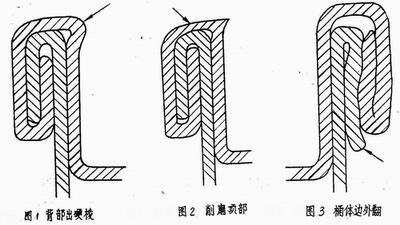
二、削磨顶部(图2)
此问题指卷边顶端整圈或局部磨坏。造成问题的原因及解决方法如下:
1.卷封轮弧形设计问题。
根据经验得知:当卷封轮弧线起坡设计的较大时,用这种轮封口对较薄板钢桶有利,主要是可使卷边卷的紧一些,但调的过紧亦可发生磨顶问题。故应注意将轮调的松紧适宜。不宜使用此种方法设计的轮,生产厚板钢桶。
2.润滑不良。
生产内喷涂桶时,由于桶底盖经过酸洗处理,使桶板表面油脂脱落,故卷封时,轮弧与钢板摩擦力加大、致削磨顶部。生产速度很高的卧式封口机更易发生比类问题。在卷封时,往轮弧部位喷涂皂化液,增加润滑,可避免此问题发生。
3.托滚位置不当。
托底盖滚安装过高或离卷封盘距离太远时,可出现磨顶问题,适当调整后,可恢复正常生产。

