电阻焊质量可靠性渊源于设备的精密控制
张华坚 周良玉
(北京联信邦机械有限公司 北京昌平科技园区白浮泉路10号706室 102200)
摘 要:本文概述了现代飞行器对电阻焊质量控制的新要求;以BRITISH FEDERAL 的产品为例,论述了电阻焊质量精密控制的方式;并例举了某些焊机工艺试验的部分结果。
Summary: Summary on the new requirements of resistance welding quality control for modern aero components; Detailed descriptions has been given to the means of precision resistance welding quality control based on the features of British Federal aero type DC machines; Typical welding sample lab test results will be given in this literature.
关键词:飞行器 电阻焊质量 精密控制
0 前 言
随着空间的技术、材料科学、微电子和计算机技术的迅猛发展,军用和民用航空和航天器,如卫星和载人航天飞船(Manned Spacecraft)的运载工具——火箭及其推进装置火箭发动机,各种用途的导弹、飞机及其各自的发动机(以下统称飞行器)等性能均取得了长足进步,结构、材料及其采用的技术标准发生了较大变化。其中之一是,为了提高机动性能,尽力降低起飞重量,增加航程,用高强度的超级材料代替常规材料,减轻自重,提高推(力)重(量)比。当今先进的飞行器,无一例外地广泛采用合金组元复杂的高强度铝合金、钛合金超级高温合金,马氏体不锈钢、高强度合金结构钢乃致复合材料。做为薄壁结构的飞行器,电阻焊仍然是它的主要连接方法之一。但是由于壁厚减薄,材料焊接性变差,致使电阻焊可供选择的工艺参数范围很小,而验收的质量标准大大提升,这就要求对工艺过程实施精确控制和监控,以确保焊接质量的可靠性和焊件使用的安全性为目的,BRITISH FEDERAL、Sciaky(USA)等世界知名电阻焊机制造厂商,于二十世纪末相继开发了航空、航天领域使用的,低惯性耐磨线性滚动导轨,电流、电力曲线可编程,好毫秒级响应速度的双作用薄膜气缸加压系统,对工艺参数进行精密控制和监控的计算机控制的电阻焊机,经多国使用证明,它们的产品完全能满足各国军用标准(如MIL-W-6858D)规定的质量和产品安全性要求。
1 BRITISH FEDERAL产品特点
BRITISH FEDERAL是集科研开发、生产、销售为一体的电阻焊机专业化公司。主要面向世界航空航天、兵器、汽车、制桶包装等工业领域,提供先进的三相次级整流和中频逆变两大类直流电阻焊机。
针对现代航空航天产品技术性能、结构、材料、质量标准及其管理体系不断提升的新态势,我们不断创新,向航空航天领域用户提供的是具有世界先进水平的电阻焊机,包括点焊机,纵向缝焊机,周向缝焊机,或者纵横两用缝焊机,按照用户要求,也可提供点焊,纵横两用缝焊三者合一的更换方便的电阻焊机。
它们有许多共同特点,其先进性主要有:
· 机身刚性好,焊头按低惯性设计、垂直运运为轻合金结构,配有预加载荷的线性球形滚动滑轨。滑块通过上、下气室双作用薄膜式气缸操纵,薄膜气缸直接安装在滑轨总成的上方,可提供7~12mm焊接工作行程,以及用手工或空气马达无级调节的0~150mm辅助行程。
· 配有32位微处理器计算机控制、可实现全过程监控的WS4000A系列控制系统,它能储存128套或与之成倍累加的焊接规范。能控制点焊、连续点焊、缝焊、滚点焊等多种操作模式。时间参数设定不会出现任何偏离,对各段焊接脉冲(1—16段)可进行次级闭环恒流控制和监控。
恒流控制是保证航空航天产品的必要条件,如网路电压波动,工件厚度变化,材质及表面状态变化等等,都会波及焊接端电压、但要求焊接电流恒定,此时传感器起作用。
通常,恒流控制是用上一1/2周波进行监控检测,即每半波采样若干次,信号经过积分复原,通过A/D转换,进入CPU,求出半波电流有效值,并与预先设定的电流有效值进行比较,根据两者的差值,下一1/2周波自动校正,保持恒流。如初级电压在±15%范围内波动时,通过次级闭环恒流控制,可达到全量程±2%的次级恒流精度。
· 自行开发了可适时升级的WS98-4000编程软件,焊接参数全柔性编程。
· 可配置工业奔腾PC及10.4"彩色触屏显示,可显示每半周波实际压力KN值(精确到X.XXKN)和实际电流KA值(精确到X.XXKA),并同时显示压力和电流曲线。有6GB内存硬盘,带有RS232打印接口和以太网络接口。
· 可在硬盘内储存高达10万个焊点的电流和压力数据,供随时调用查询,质量追踪性强。
· WS4000A控制系统具有较强的自诊断功能,能够提供大量资料,如输入输出条件、微处理器状态,电压、频率、压力等等。
· 配置了响应速度极快且可编程的气动加压系统。焊接及锻压力值及其曲线形状可按工艺要求任意编程。加压系统内置有经过计量部门标定的高精度压力载荷传感器,经过A/D变换,在每半周波实时显示出实际压力值。气路系统配置两个编程,响应速度为MS级的比例自动调压阀,当焊接高电阻或裂纹倾向敏感合金制成的工件时,能在20ms时间内及时提供预压力和锻压力。
· 缝焊或滚点焊时,焊接速度采用了以编码器作为检测元件,精确的伺服驱动闭环控制,按工艺要求任意编程。
· 主动力回路的变压器、可控硅、硅整流元件都设置有水冷恒温自保系统。
设备上述特征足以证明,在焊接过程中,所有工艺参数(如时间、电流、压力、焊接速度等)都处于精密控制和监控之中,它完全可以满足现代飞行器电阻焊质量标准要求。
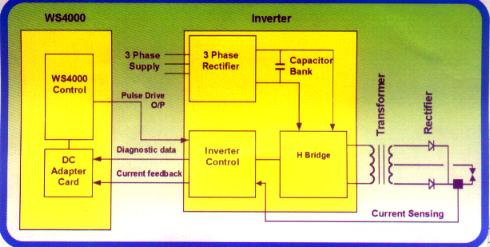
2 中频逆变直流电阻焊
近年BRITISH FEDERAL开发了控制范围为50-5000A的MF-PAK中频逆变器,可与最大功率达500KVA的电阻焊机配套,实现中频逆变直流电阻焊。使用的控制系统可以是先进的WS4000A系列,也可选用WS700ms型控制器。
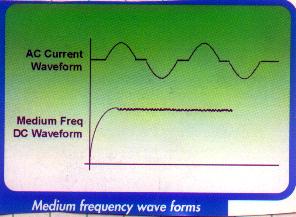
中频逆变直流电阻焊机系统原理见下左图,波形见下右图。
尽管中频逆变直流电阻焊机中的主要元器件价格仍然昂贵,但是还是快速进入实际应用领域,因为它具有一系统优点:
·三相负荷均衡;变压器尺寸很小,输入功率低;电容性负载,功率因数高达0.9,节能。
·由于频率高达1000-1200Hz,次级电流输出能力强,且波形平直,溶核尺寸稳定的范围扩大。几乎不产生飞溅,且焊接初级阶段电流呈自然递增,焊点表面质量好。
·由于中频频率高,恒流响应速度快,响应速度以μ s计。
·因为没有明显的峰值电流和飞溅,延长了电极使用寿命。
3 BRITISH FEDERAL设备稳定性调试
按照国际惯例,焊机在正式投产前,买卖双方还要在用户现场进行最终交付验收,除对性能指标、技术参数进行必要的复测外,重要的一环是用试件或模拟件进行工艺试验。使用的质量验收标准,通常都是依据美国军用规程MIL-W-6858D《电阻点焊和缝焊》对A级焊缝的质量要求,该标准是目前国际上较先进的军用标准,检查项目齐全,先进合理。
当然对于那些传统使用的活塞式加压系统、气路响应速度慢或响应时序不准确、未配置低惯性无摩擦线性滚动导轨的电阻焊机,虽用计算机改造了控制系统,按该标准验收并非易事。据前三年不完全统计,中国航空航天领域引进该类设备31台,其中从英联邦公司引进18台,占58%,而且是一次交付,投产合格率达100%。
对于点焊机来说,最难达标的莫过于裂纹倾向敏感的合金100对试件剪切强度试验,特别是它们的一致性指示。下表1 例举了我们的部分调试结果。
表1 BRITISH FEDERAL焊机点焊板材试件剪切强度测试结果举例
(按美军标MIL-W-6858D 3.6.4节规定进行,抗剪切强度单位:牛顿/每点)
NO |
材料牌号 |
板材厚度
mm |
材料组别1——铝合金 |
材料组别2——钢 |
试验用Federal焊机编号 |
最小值 |
最小平均值 |
一致性 |
最小值 |
最小平均值 |
一致性 |
要求 |
实际 |
要求 |
实际 |
90%试件为平均值的0.875-1.125倍10%试件为平均值的0.75-1.25倍 |
要求 |
实际 |
要求 |
实际 |
90%试件为平均值的0.9-1.1倍10%试件为平均值的0.8-1.2倍 |
1 |
LF6 |
3 |
6574 |
10310 |
8250 |
12181 |
最大为12590N为平均值的1.0615倍;其中最小为10310N为平均值的0.8465倍* |
|
|
|
|
|
30013 |
2 |
LY12CZ(2024,or Uk DTD5090) |
3 |
8673 |
9400 |
10840 |
10880 |
最大为12800N,为平均值为1.13倍 ;最小为10880N,为平均值的0.86倍* |
|
|
|
|
|
30011 |
3 |
1Cr18Ni9Ti
(AISI321orUk 32IS20) |
0.8 |
|
|
|
|
|
2515 |
11600 |
3090 |
11639 |
最大为平均值的1.034倍 ,最小为0.959倍 |
30013 |
4 |
1Cr18Mn8Ni5N
(AISI202) |
2.5 |
|
|
|
|
|
17790 |
22894 |
21590 |
25149 |
最大为平均值的1.095倍,最小为0.9103倍 |
30002 |
5 |
1Cr13 403or Uk
EN 56A |
0.3 |
|
|
|
|
|
665 |
1040 |
825 |
1101.5 |
最大为平均值的1.08倍,最小为平均值的 0.946倍 |
30002 |
*最大值和最小值试件数量之和均小于5%
4 焊接工艺参数的优化
一台对焊接过程及其工艺参数进行精确控制和监控的电阻焊机,为产品质量可靠性和使用安全性提供了一个主要手段,但工艺参数合理设定和优化设计仍然十分重要。特别是现代飞行器对制造工艺提出更高要求,选用不少裂纹倾向敏感的材料,且组合厚度差大。同时,这类焊机购置费用高,各企业不可能按需配置多种容量的设备,常常出现需用中等功率(150-200KVA)来焊接厚度0.3~0.5mm的马氏体不锈钢和缝焊3.0mm的高强度马氏体低合金钢,在这些特例中,参数不优化,很难满足标准要求。我们在调试过程中,曾观察过一个例子:0.3mm 403马氏体不锈焊点焊,在其它参数完全不变的情况下,电极压力由2.50KN增至2.71KN,溶透率由60%降至48%,溶核直径由2.03mm增宽到2.58mm,可见,参数稍有变化,导致焊接质量变化十分明显。
5 我们的建议
鉴于不断出现的新情况和高要求,在电阻焊产品多的企业,建议投入一定的资金和人力,对电阻焊工艺进行计算机优化设计,建立本企业乃致整个行业的专家系统和数据库是完全必要的,因为对于具有精密控制和监控的CNC电阻焊机,已不再是惜日各焊机使用参数不通用的状态,而是可以长期保存,除个别因尺寸和形状特殊者外,成果可以共享。
欢迎航空航天焊接专家光临我们在第九届北京艾森焊接展览展台:9号馆 9527-9528 号。共同探讨航空电阻焊接质量控制,装备功能和工艺优化问题。
作者简介:
张华坚 女 自1993年- 2004 年负责BRITISH FEDERAL 英国联邦公司北京办事处市场代表, 现任北京联信邦机械有限公司总经理, 继续从事电阻焊接设备的技术咨询服务;
周良玉 男 高级工程师 中国焊接协会第五届理事 现受聘北京联信邦机械有限公司高级焊接工艺顾问

