|
印度钢桶封闭器“GRT”螺圈 和“S”型螺圈锁装技术
杨文亮
印度的Technocraft工业公司,虽然只是成立于1972年,但这个公司一直致力于钢桶封闭器的研究、开发和生产。目前,该公司的钢桶封闭器产量据世界第二,每年的产量有二亿套以上。该公司是世界上第一家通过ISO9002国际认证的钢桶封闭器生产商。由于不断创新和提高质量,使得该公司的钢桶封闭器质量得到了世界制桶业的普遍认可。现在,在欧洲、日本和美国,有95%的出口钢桶采用该公司的钢桶封闭器产品。
印度Technocraft工业公司每年都投入大量的人力和物力进行钢桶封闭器的研制和改进,其技术在国际上一直保持领先地位。
这里,我向国内同行朋友简单介绍一下该公司近年来最成熟的两项技术创新,就是“GRT”型螺圈及“S”型螺圈锁装技术。
一、GRT型螺圈
GRT型螺圈的基本尺寸和形状,与我国钢桶封闭器国家标准(GB/T 13251-2002)是基本一致的,其区别在于螺圈八角平面与柱形螺纹直面之间的夹角不同(实际上的有一个凹槽),我国螺圈的夹角为90°。而GRT螺圈的夹角小于90°,角度的缩小,使得锁装后的螺圈,在密封性能上有了非常大的提高。
下图是传统螺圈与GRT螺圈的形状及尺寸对比。
1、传统钢桶封闭器螺圈的形状及尺寸
如图1和表1所示为传统标准(GB/T13251-2002)钢桶封闭器螺圈的形状、尺寸和公差。
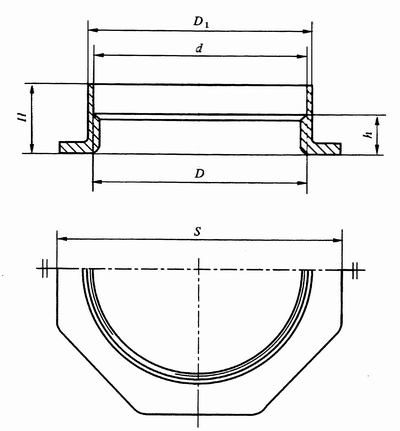
图1 传统标准螺圈形状
表1 传统标准钢桶封闭器螺圈的尺寸
名称代号 |
D1 |
d |
H |
h |
S |
D |
G2螺圈 |
62.3±0.2 |
60.4±0.2 |
18.8±0.3 |
10.5±0.4 |
77.8±0.2 |
G2 |
G3/4螺圈 |
29.0±0.2 |
27.2±0.2 |
15.8±0.3 |
8.6±0.4 |
43.7±0.2 |
G3/4 |
2、GRT钢桶封闭器螺圈的形状及尺寸
如图2和图3为GRT型钢桶封闭器螺圈的形状、尺寸和公差。
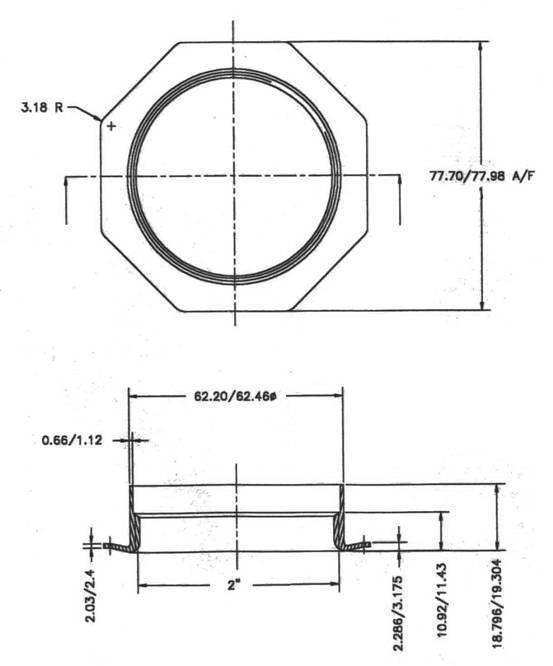
图2 GRT型钢桶封闭器G2螺圈形状及尺寸
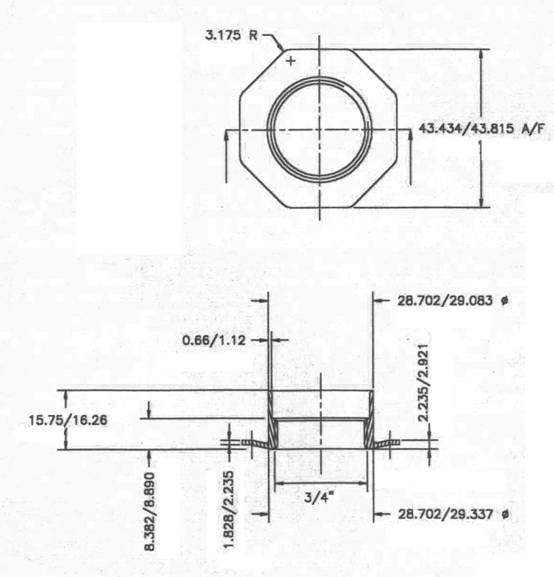
图3 GRT钢桶封闭器G3/4螺圈形状及尺寸
3、GRT型螺圈的优点
GRT型螺圈,英文是Grooved Rolled Thread Flanges,意思是为锁紧密封圈开的槽。我国传统标准螺圈因为没有这个槽,在密封圈锁装后,密封性非常差,这个部位常常成为钢桶渗漏的主要环节。大量实践证明,我国传统的标准螺圈结构,在正常密封时,由于对密封圈缺乏均匀的预压力,导致密封衬圈变形不均,缝隙填充缺陷,从而影响了密封性能。
如图4所示,是我国传统标准螺圈在锁装前后密封衬圈的变形情况。
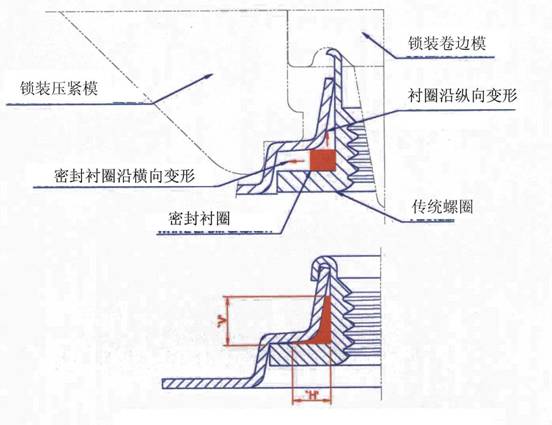
图4 传统标准螺圈在锁装前后衬圈的变形情况
由于桶顶上的桶口八方压形翻边处,在锁装时,桶顶平面垂直下压,衬圈受的是向下的压力,不易挤向平面缝隙(横向变形),而由于桶口翻边处也是由模具向下用力,所以衬圈向上挤(纵向变形)要容易的多。这样形成不均匀的变形,使密封空间难以填满,在八角螺圈平面处,留有大量的缝隙,从而影响其密封性。
GRT螺圈就是为了解决这个问题而改进的,由于斜角和凹槽的作用,减少了八角螺圈平面处的缝隙,使衬圈获得了更大的预压力,密封效果得到了极大的改善。如图5所示,为GRT螺圈锁装后的情况。
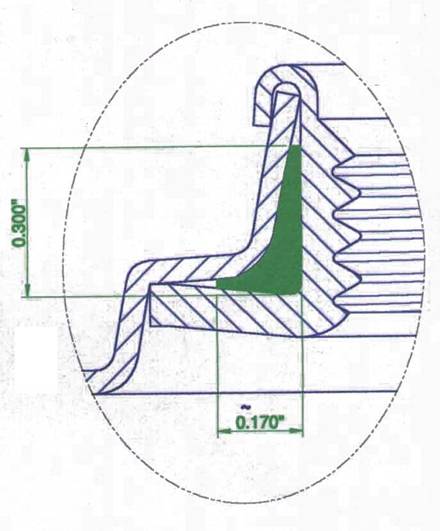
图5 GRT型螺圈锁装后的情况
二、S型螺圈锁装技术
在钢桶盛装货物后的运输过程中,经常会受到磕碰或跌撞,而桶口处在碰伤后,最容易产生泄漏。当我们解剖其结构仔细研究时,发现,原来的锁装结构被破坏了,密封性能也随之丧失了。如图5所示,为传统标准螺圈锁圈结构在跌落试验前后的变形情况。
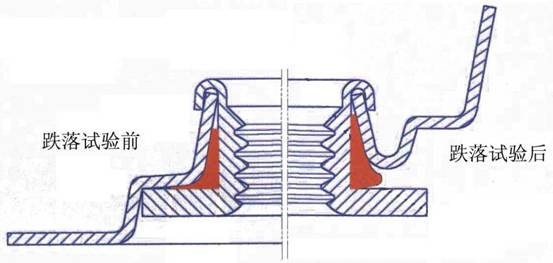
图6 传统螺圈在钢桶跌落前后的变形情况
为了解决桶口锁装结构的致命缺点,印度Technocraft工业公司研制了“S”型锁装结构,完美地解决了这一问题。如图7为S型螺圈锁装结构的示意图。
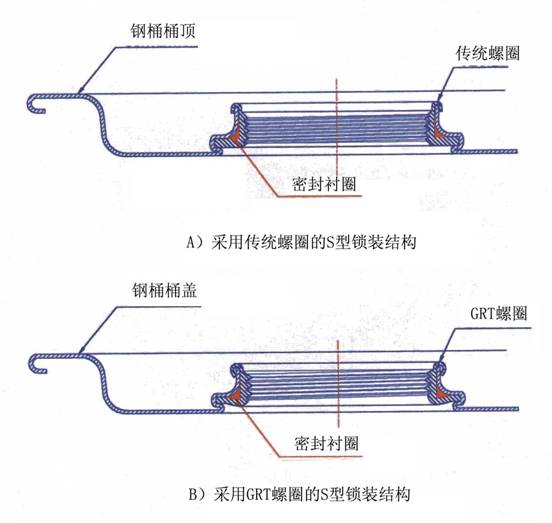
图7 “S”型螺圈锁装结构示意图
这种S型锁装结构,由于S部位也是八方结构,在跌落试验后,不会产生如图6那样的变形情况,基本保持完好的锁装结构,大大地提高了桶口的密封性能。据统计,由于锁装结构的改变,桶口泄漏率能够有效减少90%以上,目前在国际运输包装中,重要的出口和危险品用钢桶,已大量采用了这种锁装结构。
S型锁装生产时,使用S型螺圈锁装专用模具完成,与传统的模具生产效率相同,可以一次性锁装成形。
使用GRT螺圈,并采用S型锁装技术,把这两项技术结合起来,桶口的密封性能可以达到100%的合格,桶口基本上能达到零渗漏的目标。
(本文来源:《钢桶》,作者:杨文亮,中国包装联合会技术专家)
|

