|
钢桶焊接生产车间供电干扰问题研究
在钢桶生产车间,由于采用多台点焊机、凸焊机和缝焊机设备,常常出现车间内供电波动和影响焊接质量的问题,甚至常常出现保护性跳闸、断电等问题,有时其它制桶设备也受到不同程度的干扰,严重影响正常生产。这些问题的产生,一般都是因为车间供电采用了简单的余弦(cosφ)补偿的结果。
一、钢桶焊接车间供电干扰问题产生的原因
电阻焊集中的钢桶生产车间的供电与管理问题不是普通的用电与供电的问题。钢桶焊接车间有其用电负载的特殊规律性。
一般的钢桶焊接设备上都使用了晶闸管交流调压焊接电源。这些焊接电源都按负载均衡的原则分别连接到车间的三相供电电缆上,如图1所示,U、V、W三相电缆就是车间变电所动力变压器的二次侧(380V)输出。
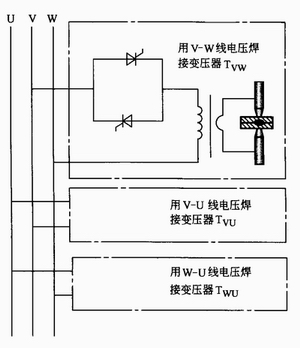
图1 制桶车间多台焊接设备的电网连接
每台焊接电源中,都包括一台焊接变压器,而凡是包括变压器在内的用电负载都属于电感性负载。由于钢桶工件上总还具有一定的电阻(工件的电阻焊构成如图2所示,主要是工件接触电阻和次级回路的感抗),因此将工件的电阻考虑在内,电阻焊接的负载性质为阻感性。
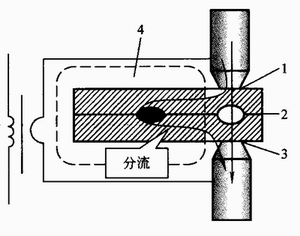
图2 电阻焊感性负载的构成
1-上电极;2-工件;3-下电极;4-次级回路的感抗
应引起注意的是,电阻焊阻感性负载的感抗部分,除了包括焊接变压器的一、二次侧的自感,以及一、二次侧间的互感外,还有因工件伸入到二次侧回路的内部而引起的电感。
焊接过程中,随着工件伸入到二次侧回路内部的变动,以及已焊熔核分流电阻的影响,使得电阻焊负载的阻感性的性质中又加进了动态变化的属性。
由于电阻焊时的阻感性负载的复杂性,再考虑到焊接电源的主电源电路中,使用大功率的晶闸管交流开关,结果就造成动力供电——动态变化阻感性负载、多路晶闸管相控调压系统的下述特点:
1、焊接电流本身是“断开”(不连接)的非正弦波形(如图3所示)。
2、负载具有变化的功率因数(角)。电阻焊机使用一体式焊接变压器时,其功率因数(角)的大致范围为:cosφ=0.9~0.6,φ=9°~70°。这表明,电阻焊时电源向负载提供的电流总量中,有10%~40%是无功电流。无功电流大,意味着钢桶焊接车间的功率因数很低,这就要求对电网进行功率因数补偿,还要加大动力电源(供电变压器)的容量(kVA数)。
从供电的角度看,钢桶焊接车间对供电电源容量的使用存在着很大的浪费;而从焊接工艺的角度出发,没有足够大的焊接电流,就没有合格的焊接质量(熔核)。这种“容量浪费”与“宁费保质”的电力供求矛盾,在钢桶焊接车间显得很突出。
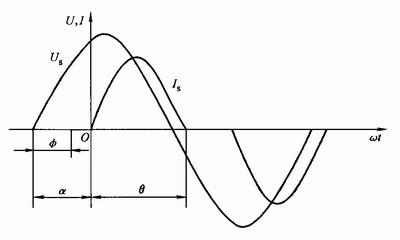
图3 焊接电晶闸管调压电源电路波形
3、由于电阻焊负载的阻感性,造成大功率晶闸管交流调压电路(即焊接电源主电源电路)中,会产生过渡过程的冲击电流,其数值可达相当纯电阻负载的几倍乃至十几倍,加上钢桶焊接车间是阻感性负载量大、集中的应用场合,其总的“效果”是将正弦波形的电网电压“扭曲”成如图4所示的电网波形畸变。
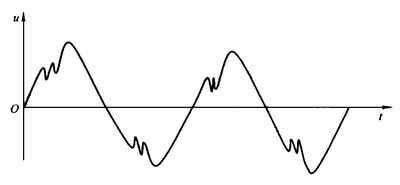
图4 钢桶电阻焊车间的电网波形畸变
这种畸变的电网电压波形对共用动力变压器的动力电源、焊接电源、焊接电源的控制电器、各级控制装置等可造成强烈的电磁干扰。
从每台焊接电源的角度看,焊接时由它产生的电磁干扰会“扰邻”;而它又同时受“邻扰”。其总的情况是:常出现原因不明的焊接程序紊乱、焊接电流不正常,甚至焊接设备也有时会“失态”。
二、解决钢桶焊接车间供电干扰问题的措施
解决上述问题的主要用电管理措施有:
1、在每台焊接电源上加装“抗干扰”电路。
每台电阻焊机控制器应具有负载功率因数(cosφ)的随机自动检测与电流、网压波动补偿功能和较先进的控制器。
电阻焊控制器应提供焊接电流自动补偿模式,即恒电流ACC,和电网电压自动补偿模式,即恒电压AVC,以供操作者根据工件焊接工艺要求哎呀根据电网的具体情况,来选择不同模式。
2、在车间的供电管理计算机上,安装“电阻焊机能电管理软件包”,其主要功能是限制同时有“焊接通电中断申请”的电阻焊机数量,以便不使用电网超荷。
当电源供电严重不足时,焊接设备不工作时,电源电压基本接近正常(360V~410V);当焊接设备工作时,电流急剧增大导致控制器电源电压下降到200V左右甚至更低,尤其是多台大功率的电阻焊机同时接在一相电源上又同时使用时,就会出现焊接工件的强度严重不足(焊接质量降低),同时造成控制器工作的不稳定。当电源电压在很大范围内波动时,必然导致控制器焊接能量和焊接时间的不稳定、不准确。
当焊接设备的焊接参数调整不当,如焊接时间调整过长或过短,焊接能量调整得过大或过小,都会造成焊接工件的焊接性能无法保证。为此,国外先进的车间供电管理软件中,都包括电阻焊设备的用电管理软件,其控制思路是:用高灵敏的电压监测仪分别监视各条单相供电线路。当监测到其中某一条线路的电压低于设定值时,就向主PLC申请中断。中断程序首先检查线路电压低到什么程度,再分别处理。中断程序将按照工艺准许的范围,把挂在该线路的焊机排定次序,通过现场工业总线、控制设备上的PLC,让其命令该线路上的焊接设备按先后顺序通电焊接,以使每个焊接设备都有足够的工作电流。
(文章来源《钢桶》,作者:辛巧娟 陈仁兵)
|

