|
发展中的钢桶涂装设备
北京富恒涂装设备推广中心 祝从余
(技术及设备咨询:13901048915)
改革开放30年来,我国制桶行业的技术和装备有了很大的发展,尤其是近20年来不间断地对钢桶涂装设备进行研究和改造,已经形成了非常完善的钢桶涂装体系。发展到今天,以北京富恒涂装设备推广中心为主导的钢桶涂装技术,始终处于国内领先地位。
一、钢桶涂装前的处理
1、为什么钢桶要进行前处理
钢桶前处理是一个很重要的基础工序,它对整个钢桶涂膜质量、涂膜使用寿命、涂膜外观等均有重要影响。通过钢桶涂装前的处理,发现各种采用不同的处理方法,对其涂装之后涂膜的质量相差很大。涂装前处理质量低劣或未进行前处理,即使涂装高级涂料,也不能得到好的涂装质量。当钢桶涂装出现质量问题时才想起给钢桶进行前处理已经晚矣,为此建议钢桶生产厂家应该注重钢桶的前处理。
下面是涂装前采用不同处理方法处理的钢板,用同样的油漆,在南方天然条件下暴晒两年的实验结果。
表1不同前处理的钢板耐蚀性对比
| 序号 |
前处理方法 |
腐蚀表面 |
盐 雾 试 验 结 果 |
1 |
未处理 |
60% |
未经前处理就涂装的钢板在150小时开始生锈,而经过涂装前处理的钢板在300小时内都不生锈,。 |
2 |
化学除锈 |
15% |
3 |
人工除锈 |
20% |
4 |
磷化 |
仅个别处 |
2、前处理方法
一般都采用机械处理和化学处理,所谓机械处理就是用砂纸除锈、布块擦钢桶表面油脂和其他污物;所谓化学处理就是用化学药液除去钢桶表面油污和锈蚀、然后再用化学药液使钢桶表面生层磷化膜。其中用机械方法进行钢桶前处理,质量是不稳定的。就拿布块擦钢桶表面油脂和其他污物来说。当布块擦前几个钢桶是有效的,但到后几个效果就差了,尤其最后几只可能比不擦还差。因为擦前面钢桶时钢桶表面油污在抹布上已经粘上好多,这些油污又粘在正在擦的钢桶上,为此要想钢桶涂装质量好还是用化学处理好。
3、我公司设计的最新化学处理设备简介
(1)钢桶卧式处理:
所谓钢桶卧式前处理设备就是钢桶或桶身卧式在处理线中进行除油、磷化(现在一般都采用新冷轧钢板,所以不用除锈)。
工艺过程:
预除油→除油→1水洗→2水洗→铁磷化→3水洗→烘干→下线
下面是每分钟处理2只钢桶处理典型工艺表。
表2 每分钟处理2只钢桶工艺过程及结构表
| 工艺过程 |
预除油 |
除油 |
第一水洗 |
第二水洗 |
铁系磷化 |
第三水洗 |
工作温度 |
60℃±5℃ |
60℃±5℃ |
常温 |
常温 |
50℃±℃ |
常温 |
处理液 |
PC-N364S |
PC-N364S |
|
|
PF-3456 |
|
处理时间(分) |
1 |
2 |
1 |
1 |
2 |
1 |
处理段长度(米) |
1.2 |
2.4 |
1.2 |
1.2 |
2.4 |
1.5 |
槽体采用3mm厚不锈钢 |
长 |
1000 |
2000 |
1000 |
1000 |
2000 |
1000 |
宽 |
1450 |
1450 |
1450 |
1450 |
1450 |
1450 |
高 |
980 |
980 |
980 |
980 |
980 |
980 |
配用水泵ISG |
65-160(I)A |
65-160(I) |
65-160(I) |
65-160(I) |
IHG65-160(I) |
65-160(I)A |
用电量KW |
5.5 |
7.5 |
5.5 |
4.5 |
7.5 |
5.5 |
输液管材料 |
碳钢 |
碳钢 |
碳钢 |
碳钢 |
不锈钢 |
碳钢 |
喷嘴材料 |
组合 |
组合 |
组合 |
组合 |
组合 |
组合 |
加热方式 |
热水盘管 |
热水盘管 |
|
|
热水盘管 |
|
控制方式 |
开关 |
开关 |
|
|
开关 |
|
钢桶前处理为什么采用铁系磷化,有两个原因。一钢桶是一种包装物,其涂层用铁系化学处理就已经够用了。二钢桶前处理采用锌系磷化不仅成本高而且磷化处理时产生造渣难处理。
(2)钢桶立式处理
所谓钢桶立式前处理设备就是钢桶或桶身立式在处理线中进行除油、磷化。
它的优点是:
(a)由于在桶身内壁处理时加强了冲洗液体冲洗量所以效果好;
(b)由于采用立式清洗所以串液少。
二、钢桶喷涂设备:
1、简易喷漆室:它由喷漆室壳体水幕板、隔栅板。在钢桶喷漆过程中过喷漆雾采用水幕将混在气体漆雾回收在水中。还有未收集到的漆雾被抽风机抽到喷漆室后面的隔栅室,当混有漆雾的气体流经隔栅板时漆雾就粘附在隔栅板上,气体由抽风机抽到室外。
2、高净化喷漆室:在钢桶喷涂过程过喷漆雾采用水幕板的水流将混在气体的漆雾收集在水中,或者粘附在水幕板上。还有未收集到的漆雾被抽风机抽到喷漆室后面喷淋室,当混有漆雾的气体在这里经过淋浴把混合在气体中的漆雾洗涤干净,最后洗涤后气体由抽风机抽到喷漆室后上方的水汽分离器,它经过水汽分离器把它和水汽分离开来。被分离后的干净气体由抽风机抽到室外。
3、钢桶旋转装置:钢桶涂装时,钢桶的旋转方式有以下三种。
(a)三卡轮钢桶旋转机;
(b)全封闭四卡轮钢桶旋转机;
(c)全封闭悬送高速钢桶旋转机。
三、钢桶涂装方法
1、钢桶外涂
(a)钢桶单色喷涂:钢桶进入喷漆室在旋转机作用下钢桶旋转,所有喷漆枪采用一种油漆对钢桶进行喷涂使钢桶外表只有一种颜色;
(b)钢桶多色喷涂:钢桶进入喷漆室在旋转机作用下钢桶旋转,所有喷漆枪按部位分开、每部位采用一种油漆对钢桶指定部位进行喷涂使钢桶外表面涂有两种以上颜色;
2、钢桶内涂:
(a)利用气动高速旋杯进行内涂:气动高速旋杯由往复机带动上下往复运动,为桶身进行内涂。
(b)采用高压无气喷枪进行内涂:高压无气喷枪由往复机带动上下往复运动,桶身由四卡轮桶身旋转机带动旋转。桶身旋转喷枪上下移动这样桶身内部就形成一层内涂层,即内涂。
3、钢桶喷涂机、喷枪及喷嘴选用和布置:
(1)、高压无气喷涂机选用
①国产无气喷漆泵和高压无气喷枪;
②进口无气喷漆泵和高压无气喷枪。
(2)、喷枪喷嘴的选用
①外涂喷枪喷嘴的选用方法。
②国产、进口喷枪喷嘴的优缺点比较。
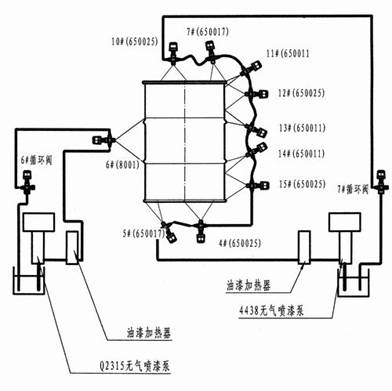
(3)外涂喷枪的布置
(4)油漆加热,及加热方法
下图为常用喷枪喷嘴的选用和布置方法。
四、钢桶喷漆后的烘干、固化
1、烘道加热方式
(1)直接加热:优点节省能源,缺点容易污染钢桶外涂表面和内涂桶框内表面。
(2)间接加热:优点能保证钢桶外涂表面和内涂桶框内表面,缺点能源浪费。
2、加热能源的选用和比较
(1)、电能加热。
(2)、燃油加热。
(3)、燃气加热。
(4)、固体燃料(煤)加热。
3、热风循环方法:
(1)直接照射:优点设备制造简单、缺点烘道内温度不均,影响烘烤质量。
(2)顶送顶回:由烘道顶送热风,再由烘道顶部中间回风。在多排烘烤时烘道中部温度容易不均。
(3)侧送侧回:由烘道侧面送风,另一侧面回风。热风横向通过被烘钢桶,温度容易保证均匀。
(本文为祝从余先生在第一期制桶技术培训班上讲课时的笔记,欲了解详情,请与祝从余先生联系。)
|

