|
钢桶焊机采用中频逆变电源的优势
电阻焊是利用电流通过工件及焊接接触面的电阻产生热量,同时对焊接处施加压力进行焊接的一种焊接工艺,具有生产效率高、成本低、节省材料和易于自动化等特点,被广泛应用于包括钢桶生产的工业领域。按电源的性质可分为工频交流焊机、次级整流焊机、三相低频焊机、直流冲击波焊机,电容贮能焊机和逆变式焊机等。逆变电阻焊接电源作为一种新型的控制电源,以其显著的高质低耗的特点成为电阻焊电源的发展方向。
1 控制系统简介
1.1 工频交流电阻焊控制电源
采用反向并联的两晶闸管与焊接变压器的初级绕组串联后接入电网,利用触发控制装置,使两晶闸管分别在交流电的正负半周期通电源。改变晶闸管的导通角,便可实现对焊接变压器次级输出电流的调节。
工频交流电源由于设计原理相对简单、元件生产技术成熟、制造成本较低等在电阻焊电源中占有最多的份额。
1.2 中顿逆变直流电阻焊控制电源
中频逆变直流电阻焊控制电源是由三相交流电经整流电路成为脉动直流电,再经由功率开关器件组成的逆变电路变成中频方波接人变压器,降压后整流成脉动较小的直流电供给电极对工件进行焊接。逆变器通常采用电流反馈脉宽调制( PWM)获得稳定的恒电流输出。
图1、图2为工频交流与中频逆变直流焊接原理图比较。
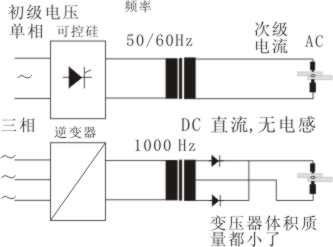
图1
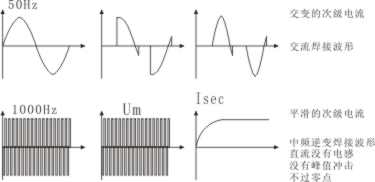
图2
2 优势比较
2.1 中频逆变焊接的优势之一
2.1.1 三相平衡负载
三相平衡负载可以减少对供电系统功率要求,不对任何单独一相造成尖蜂过载,满足优惠电力费率要求。
2.1.2 功率因数接近1
无电感分量,无须调整功率因数,比一般的传统50Hz晶闸管电阻焊机60%效率高了许多,因此,产品焊接的能源电力成本显著减小。
2.3.3 消除对供电电源的污染,是洁净的焊接
不必单独提供电源,可以和机器人焊接工装控制系统在一起他用。
2.1.4 减少电源消耗,节能降耗
对车间的动力需求低,仅为传统晶闸管次级整流电阻焊机的2/3,减少电缆的需要和花费。由于大幅度增加焊接电流的有效值,使实际焊接的时间可以减少20%以上,还可以大大减少焊接压力的需求。
2.2 中频逆变焊接的优势之二
2.2.1 只要交流变压器1/3的质量和体积,轻便快捷
2.2.2 提高热量输入效率
焊接变压器输出的是直流电压,没有电感的烦扰。
纯粹的直流没有过零的烦扰,热量的效率大大提高。
2.2.3 特有的回路,可以对逆变器和变压器进行保护
2.3 中频逆变焊接的优势之三
2.3.1 焊接控制电流更精确
逆变系统几乎不受供电系统影响,即使在网压波动±15%情况下,仍可实现焊接电流精度控制在2%以下。
不受工件的形状和工件材料的影响(无电感损失),
调整精度和监视精度比交流系统高20倍。
2.3.2 增加焊接工艺稳定
直流焊接的工艺性友好,比交流要有更广泛使用的前景。
次级电流可以真正保持恒流。
2.3.3 数字化控制更加提高电流控制和测量精度
2.3.4 焊接时间精度为ms,可以对焊接的时间任意控制
3 结束语
传统的50Hz晶闸管电阻焊接控制器,除了在价格上有一定的优势外,对于高质量要求的领域无法实现理想的焊接稳定性。焊接的产品质量无法与中频焊接系统相比,使用节约能源的中频逆变阻焊产品,对保护环境和生态平衡以及对地区经济发展会起到很大的推动和促进作用,社会效益明显,而且有更深层次的意义。因此从长远角度考虑,中频逆变焊接在钢桶行业的应用前景可观,将成为钢桶电阻焊研究的发展趋势。
(江阴五星焊接铜业有限公司 供稿)
|

