|
桶顶大小口联合冲模压力中心的确定
辛巧娟
在营口举办的第一期制桶技术培训班上,不少学员提出桶顶大小口联合冲模的一些问题。经过分析,基本上都是模具设计时没有注意到模具压力中心的问题。这应该是目前制桶企业在进行技术改造中的常见问题。
压力中心就是指冲模在工作时,产生最大冲压力的合力作用点。这个合力点的中心线应与压力机滑块的中心线重合。否则,就会产生弯矩,而使滑块歪斜,间隙不均,从而加速冲模和压力机导轨的磨损,甚至造成刃口及导柱导套等其他件的损坏。
闭口钢桶的桶顶有大小两个桶口,大口冲孔翻边后安装G2螺圈,成为注入口;小口冲孔翻边后安装G3/4螺圈,成为透气口。两个口在桶顶上的距离视钢桶大小不同而异: 200升及200升以上的钢桶,距离为415mm;100升钢桶,距离为290mm;80升钢桶,距离为265mm;50升钢桶,距离为235mm。
传统的生产工艺过程如下:
大口冲孔翻边→小口冲孔翻边→大口螺圈压合→小口螺圈压合
这样的生产过程为四个工序,需要四台压力机,需要至少四人操作,不仅生产效率低,而且大小口的位置比较难以保证,能源和资源也有很大浪费。目前,很多企业开始对这项传统工艺过程进行技术改造,工艺过程改进为:
大小口联合冲孔翻边→大小口联合螺圈压合
这样,把原来四个工序减化为两个工序,四台压力机减少为两台压力机,操作工也由四人减少为二人,大小口的位置也有了保证。虽然减化了工序,但模具比原先复杂了一些,原先的大小口两套模具被合成为一套。原先单工序工作时,模具只冲一个孔,基本不存在压力中心问题,但联合冲孔翻边和压合后,因为大小口的冲裁压力不同,便存在压力中心问题。很多企业在模具设计时,没有注意到这个问题,把大小口的距离中心设计为模具的压力中心,把模柄设计在大小口的距离中间位置,这样就倒置模具压力中心偏移,模具产生了扭力矩。经常出现的问题就是模具磨损快,导柱导套磨损快,设备运行不稳定,设备和模具的寿命大大缩短。有的学员反映模具的导柱导套经常会从模具上掉下来,就是这个原因。
对于完全对称的传统冲孔翻边模来说,模具中心就是压力中心;而对于不对称的联合大小口冲孔翻边模来说,模具中心肯定不是压力中心。就跟一个天平一样,要让天平两边平衡,必须是两边的重量相同,如果一端重一端轻,天平肯定不会平衡,因为天平的支点在中点上。冲模也是一样的,压力中心就相当于天平的支点,如果模具两端压力相等,平衡的支点就是压力中心,也是模具的中心;当两端压力不平衡时,如果模具的中心还在支点上,肯定会产生扭力矩。所以,为了达到压力平衡,我们通常将模柄中心移向压力较大的一边,即移到模具的压力中心上,这样,模具才能达到平衡。这种情况用挑担子比喻最为合适:当担子前后两边重量相等时,将担子的中间放在肩上就是平衡的;当担子前后一边重一边轻时,要将肩膀的位置移向重量大的一边才能平衡,就是这个道理。
如图1所示为不对称冲压件的受力分析图。由于模具受到P1和P2两个大小不同的压力(假设P1>P2),他们的合力P必然偏向力量较大的P1一边,使得下式成立才能达到压力平衡:

上式中,L1、L2为P1、P2的力臂长度,即距压力中心的距离。图1中O1、O2分别为压力P1、P2的作用点,即两个冲模的中心,O为合力作用点,即模具压力中心的位置。
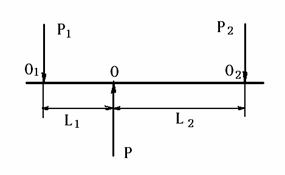
图1 不对称冲压件受力分析
所以,我们在设计模具时,首先要确定模具的压力中心的位置,把模柄设计在压力中心上,让冲床的压力中心与模具的压力中心重合,这样,模具才能达到压力平衡的状态。
那么,模具的压力中心怎样确定呢?一般情况下,模具压力中心的确定常用的有解析法和实验法两种。
一、解析法确定模具的压力中心
用解析法求压力中心的原理,是基于对同一中心线分力之和的力矩与分力矩之和相等的关系。
当冲压件完全对称时(图2),其压力中心就是冲压件的几何中心位置。
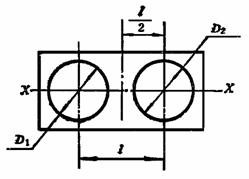
图2 冲压件完全对称时
当冲压件不完全对称时(图3),仅对X-X轴(或Y-Y轴)对称时,则可按下述方法求得压力中心。
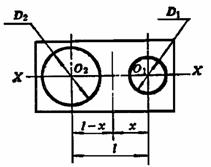
图3 冲压件不完全对称时
根据冲压工艺学原理,每个凸模所受到的冲裁力P1、P2计算为:


上式中,L1,L2——冲裁件周长,mm;t——材料厚度,mm;σb——材料抗拉强度,Kn/mm2。
P1、P2作用于两个凸模的圆心上,即作用在O1与O2点上,这时压力中心就是P1和P2的合力P的作用点。
由静力学原理可知,两平行力的合力等于两平行力的代数和,即

因对称于X-X轴,所以两力产生的力矩分别为:


要达到平移衡,必须两力矩相等,M1=M2即

故得

将P1与P2代入上式得:

式中,D1,D2——凸模的直径,mm;L1,L2——两凸模的周边长度,mm;t——材料厚度,mm;σb——材料的抗拉强度,Kn/mm2;l——两凸模压力重心的中心距,mm。
根据上面所得的公式可做出如下结论:要求得压力中心的位置x,可以不必求得压力的数值,仅知凸模的尺寸(D1和D2)及其中心距离l即可。
二、实验法确定模具的压力中心
对于形状比较复杂的冲压件,用解析法求压力中心太麻烦,一般情况下,可采用实验方法求得压力中心。
通常情况下,试验时,用厚度一致的硬纸板或塑料板、钢板等剪成冲压件的形状(按比例或与实物同样大小),然后在冲压件边缘上任意点上用线坠作垂直线,两次垂直线的交点即为重心,也即所求的压力中心。
对于桶顶联合冲孔翻边模具的压力中心,可以将两大小孔冲片用小棒联接起来,使两冲片的中心距离等于桶顶两孔的中心距,然后在小棒上坠线,能使两冲片保持水平平衡的坠线点,即为模具的压力中心,如图4所示。
图4 实验法确定桶顶大小孔联合冲模的压力中心
|

