|
新型钢桶试漏机
江西省乐平包装容器厂 洪质辉
200升闭口钢桶出厂后的渗漏现象,将会造成用户的产品流失及污染事故。然而,钢桶?渗漏又是钢桶生产过程中经常出现的质量问题。目前国内直缝和卷边渗漏率一般在2%左右。各测桶厂一般采用手工操作,全数检验的试漏办法,以避免因漏桶出厂给用户造成损失。因此,加强钢桶渗漏的检验有着重要的意义。
针对以上情况,我厂研制了200升闭口钢桶微控新型试漏机。该机主要由机械系统、气动部分和电器控制三部分组成。控制按钮采用无触点开关。将信号输入到卷边机控刺但中的美国TI100系列微电脑中,使之与制桶中段设备形成流水作业。
该试漏机工作时如图1,不工作时如图2。
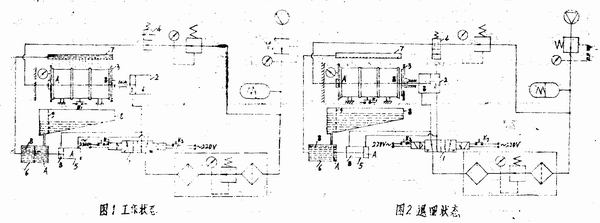
1、动作过程:压板压紧→桶内进气→漏肥皂液→观察肥皂液气泡→压板松开。”完成一个工作循环。
2、过程说明:工件由前道工序卷好边后进入上料架。上料架上装有四只轴承(便于操作人员将钢桶的焊缝转向上方)和一只无触点开关K1(该开关已与TI100系列微电脑相联)。送料架将工件送至指定位置即碰到行程开关K2,此时,换向滑阀1换向,压紧缸2的A腔进气、B腔排气而使压板3向左压紧。压板压紧终了,上料架由电脑控制定时自动退回。在压紧缸2的A腔进气的同时,工件内压力逐渐升高到3kg/cm2以上时,气控阀4换向进气,使工件内气压上升,此时气缸5的A腔也在进气,使水缸6的B腔增压,将肥皂液供给溢漏管7,漏管在压力作用下将肥皂液喷到工件上,然后观察工件是否有渗漏。此时,肥皂液流经工件后进入水盆8,经滤网9循环到水缸6的A腔。当达到规定试漏时间后,开关K3由电脑控制动作,使换向滑阀1换向(如图2),压紧缸2的B腔进气,A腔排气,压板3退回,松开工件。当A腔气压低于3kg/cm2时,气控阀4换向截止,气缸5的B腔也进气,A腔排气,水缸6的B腔体积增大,压力迅速下降,漏管7内无肥皂液喷出。接着再由上料架送工件上机,开始新的工作循环。
3、该机特点:
(1)操作简单方便,劳动强度低。只需一名操作工。当直缝在上时,操作人员只要观察是否有气泡产生,便知该桶是否渗漏。不需要毛刷。
(2)由于肥皂液是循环的,能节省洗衣粉。
(3)由于开关K1和K3是微机控制的,所以工作能有秩序的进行:只有当前一只工件退出后,下一只工件才能由上料架送上。
(4)因桶底B端增设了一块19mm厚的顶板,故试漏过程中,当压力增大时,桶底不会产生凸出变形现象。
(5)因桶盖A端进气处利用了桶盖高19mm和注入口的高14mm之差,故进气时不需对位,可任意位置进气。由于桶盖内外的压力相等,因而桶盖不会产生凸起现象。
注:水缸6的活塞上钻有几只小孔,,并装有橡皮板,以便工作时增加B腔压力,退回时B腔又易于进肥皂液。
|

