|
努力提高钢桶卷边质量
海南省农垦海口农具厂 丁进义
一、前言
200升闭口钢桶是重要的金属包装容器,也是我国工业产品主要包装形式之一。在商品的交换和转移的过程中,它以其高强度、耐腐蚀、安全、可靠和耐用等特性广泛用于各种产品的包装,尤其是外贸出口商品的包装。它已成为生产和消费之间不可缺少的桥梁,它对保护商品起着十分重要的作用;目前,我国200升闭口钢桶需求量每年为1500万只左右。全因已有300多家大小制桶厂生产200升钢桶。近年来,虽然我国钢桶质量已有大幅度的提高,但就总体而言钢桶质量,尤其卷边质量仍是不尽人意。现在全刚已经掌握先进卷边技术的制桶厂还占少数。有些厂家虽然已掌握其技术,但仍然未形成生产能力,无法大批量生产高质量钠桶。
随着我国工农业生产的迅速发展和对外贸易市场不断扩大,对金属包装容器质量提出越来越高的要求。因此,要全面提高钢桶质量,尤其解决中小制桶厂钢桶质量,减少钢桶渗漏损失已经刻不容缓了。
钢桶质量问题主要表现在钢桶的渗漏和外观质量。钢捅的渗漏主要从三个方面引起的:一是桶口件;二是焊缝;三是环缝。前两个方面造成的渗漏相对而言好解决些,而解决环缝的渗漏较难。
卷封质量一般通过气密性试验、水压试验、灌装试验以及跌落试验来检验。其中以通过跌落试验最难。跌落试验一般可分为直落、平落以及对角线斜落,其中又以对角线斜落破坏性最大
要彻底解决钢桶渗漏问题,减少渗漏损失,最有效的办法和途径是提高卷边质量。其最可靠的手段是全面推广和应用三重卷边技术。
二、二重卷边和三重卷边性能比较
过去几十年来,我国钢桶行业普遍沿用二重卷边工艺。这种古老的卷边形式强度差,抗冲击能力低。尤其在装卸、搬运、运输等流通过程中,易损坏卷边,使其盛装物渗漏,造成不必要的经济损失。下面让我们通过跌落试验来比较二重卷边和三重卷边抗渗漏性能。
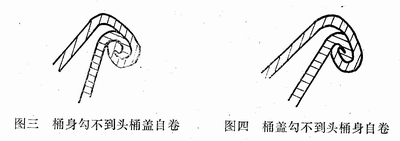
盛装98%水的钢桶从1.2米以上高度跌落时,由于受重力加速度的作用,撞击到地面时,桶对地面产生数吨的冲击力,地面又以大小相等方向相反的力作用在桶卷边上,使卷边部分被破坏,图一为二重卷边钢桶跌落前后卷边剖面图,图二为三重卷边钢桶跌落前后卷边削面图。
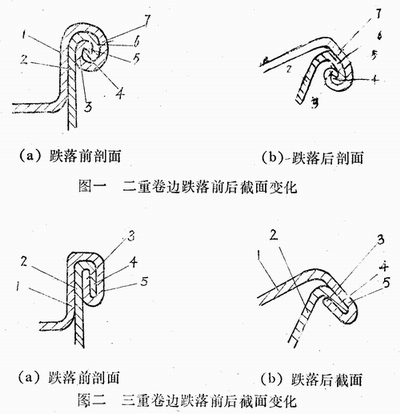
从图一和图二两种卷边形式的钢桶跌落前后截面变化的分析中,可以得出结论:二重卷边桶在受外力冲击时截面变化较大,五层卷边有二层被损坏,破坏率占2/5,三重卷边破坏率只有2/7,七层中有五层是好的。因此,跌落后渗漏可能性大大减少,甚至在卷边完整,填料充足的情况下几乎可以完全避免渗漏问题;但是三重卷边桶不等于可以百分之百不渗漏,甚至还有人认为,只要形成三重七层卷边,卷封内填料充不充足问题不大,这是十分错误的。在1990年8月笔者有幸参加广东、广西、海南三省在广州进行的出口钢桶检测。八个制桶厂进检的钢桶均采用三重卷边工艺。检验结果只有2家通过I类危规,通过Ⅱ类危规的也只有2家,这就说明合格率还不太高。
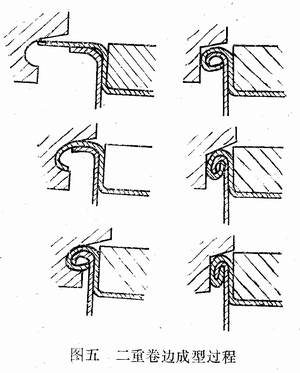
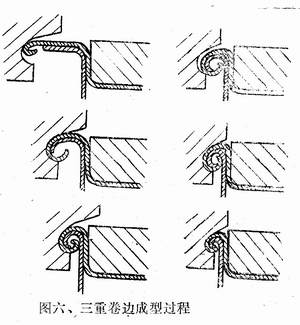
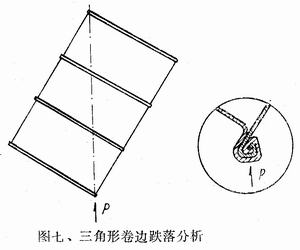
三重卷边钢桶偶尔产生渗漏的原因,笔者认为有三个可能性:一桶身料在卷封中勾不到头,桶底盖自卷如图三所示;二桶底盖料勾不到头,桶身料自卷如图四所示;三局部填料不充足,无法填满缝隙。产生卷边较大缝隙的原因是桶身板不均一头宽一头窄,另一个原因桶底盖凸缘边一边窄,一边宽或有局部缺口。近年来,笔者曾组织人员进行了100个钢桶的跌落试验,其中二重卷边桶占70%,三重卷边占30%。其结果,二重卷边几乎个个渗漏,而三重卷边几乎个个不渗漏,有些二重卷边桶1米高跌落也要渗漏,甚至尚未凿洞就已渗漏,而三重卷边桶高度在2米以上跌落也不渗漏。
理论分析和实践经验证明:固守着二重卷边工艺是无法提高钢桶卷边质量。要使钢桶质量有突破性提高只能采用三重卷边技术。
三、卷边形成过程分析
钢桶是以卷边封接法将桶身与桶底盖凸缘卷封成坚固牢实的密封连接。卷封形成过程是十分复杂的。卷封时卷封轮对钢桶作用力系为一个空间作用力P。其作用线垂直于工作面接触轮廓线,沿空间X、Y、Z三个轴向,P。分解成Px、Py、Pz三个分力。Px为周向分力;Py为径向分力,Pz为轴向分力。卷封轮开始进给时随进给量增大PX和Py也增大,当进给位置发生变比时Px、Py、Pz三个分力比例也有所变化,发生卷曲变形时Pz明显增大直至卷边完成。填料是被卷挤在卷缝中,增强密封作用。图五为二重卷边桶在二道卷封轮滚压下卷边形成 过程,图六为三重卷边桶,在二道卷封轮滚压.F卷边形成过程(不含桶底盖预弯过程)。
桶身与桶底盖封接时,凸缘在卷封轮滚压中卷曲变形,其变形是循序渐近的。卷封轮工作面一般是由多段圆弧曲线圆滑相接而成。由于承担的作用不同,第一道和第二道卷封轮有明显区别。
从二重卷边和三重卷边形成过程的分析,我们可以看出,三重卷边和二重卷边其形成过程并没有根本上的差异。最大的不同在于三重卷边其桶底盖最好先预卷,桶身扳边尺寸和桶底盖凸缘要求宽些,另外要求第二道卷封轮成型曲线要能包容七层卷边(即工作而展开长度大些)。
三重卷边桶底盖预弯一般在专用的预卷机上进行。在预弯的同时还要施胶,并在离心力作用下使填料聚集在预弯边缘处。为了保证卷边质量要确保填料干透才进行卷封。由于桶底盖经过预弯,因此三重卷边第一道卷封轮工作面曲线形状可以和二重卷边第一道卷封轮设计得较接近。即要求卷封进给量大,卷封轮工作面槽形狄窄而且较深。笔者曾试用二重卷边第一道卷封轮来代替三重卷边第一道卷封轮,其效果并不很差。第二道卷封轮主要起继续滚挤压,使其成为严密卷封接缝,其工作面宽而浅。卷边形状还可以根据不同厂家要求和特色来选择。一般很少采用三重矩形卷边,以采用圆卷边形式最多,有的厂采用三角形卷边。由于卷边呈三角形,卷边局部冷作硬化,在受外力冲击时不易被冲开。由于三角形卷边在进行对角线跌落,时撞击面正好是平面,如图七所示,有越受冲击越紧的可能性,因此跌落性能甚好。但是这种卷边最大缺点是水压试验承受压力偏小些,一般不超过3Kgf/cm2 (29.419×104Pa),而其他卷边形式往往可以承受4Kgf/cm2(39.226×104Pa)压力而不渗漏。尽管如此,三角形卷边仍然满足《国际海运危规》I类要求。
四、三重卷边卷封轮设计及其他参数的确定。
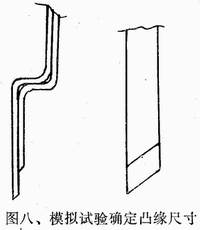
三重卷边技术的关键是其卷封轮工作面曲线的设计,以及桶身和桶底盖凸缘尺寸等参数的确定。而这些均可以通过模拟试验来确定。进行模拟试验,一方面可以少走弯路,二方面又可以大幅度减少材料损失。试验时,可以用铝带或钢带来代替桶底盖和桶身凸缘,如图八所示。用压轮代替卷封轮,压轮曲线形状可以参照二重卷边卷封轮曲线形状,但压轮制成车床的车刀形状而不是“轮形”。可以用虎钳夹紧铝带或钢带,用钻床钻夹头或刨床JJ架夹紧压轮,用手轮实现进给,在进给过程中可以目测“卷边”形成过程,经过反复试验,不断改进即可较顺利地确定较理想的卷边卷轮曲线形状和桶身与桶底盖凸缘尺寸。同样,桶底盖预卷轮工作面曲线,也可以用类似办法来确定。
五、结论
改进卷边质量是提高钢桶抗渗漏性能最关键的环节,而采用三重卷边工艺是提高卷边质量最有效途径。三重卷边技术是国外七十年代先进技术,佴它并非什么神密技术,更不是高不可攀。任何迷信国外卷边技术的想法都是错误的。只要有决心攻克先进的卷边技术,又有较科学的探索方法,我国大小制桶厂都可以掌握三重卷边技术。
近年来我国钢桶行业里掌握先进卷边技术的厂家在不断增加,钢桶质量达到《国际海运危规》I类标准的厂家也逐年递增。它标志着我国钢桶行业开始跨入国际先进行列。但这仅仅是我国钢桶逐步升级的开始,钢桶质量要进步赶上国际先进水平还有一定差距。笔者之所以怀揣浅陋,提出以上肤浅之见,意在抛砖引玉。让我们在巩固已取得成果的基础上,加强行业之间的合作,不断提高卷边技术,可以展望在短期内我国钢桶质景会有更大的飞跃。
|

