|
钢桶底(盖)加强筋成型模具的改进设计
江苏句容市三圆制桶有限公司 王明权
一、概述
钢桶是化工、医药等行业主要的包装容器之一,钢桶的桶底、盖是钢桶的重要组成部分,对钢桶而言就相当于人的脸一样,所以在满足使用要求的情况下,如何做到美观大方,对钢桶这种外包装产品至关重要。
桶底、盖的环状加强筋结构改变了传统平顶桶底、盖的结构形状,不仅美观大方,同时在相同的强度要求下可采用更薄一点的材料,这就做到了既节约成本又提高外形美观程度,同时提高了产品的竞争力。
但是我公司原先的模压成形加工方法,是利用与工件形状尺寸完全一致的凸凹模工作面进行模压成型,要求模具精度高,加工复杂,模具成本高,使用也不方便,很容易造成冲压设备和模具的损坏。为了解决这一难题,我们根据多年的经验,结合桶底盖的要求和特点,采用了拉深筋成型法,很好地解决了这一问题。下面就介绍一下拉深筋成型方法及模具设计。
二、拉深筋成型方法及模具设计
如图1所示是一简单的薄板冲压工件。如果要加工这样的工件,我们以前的模压成型模具截面形状是如图2所示的结构。
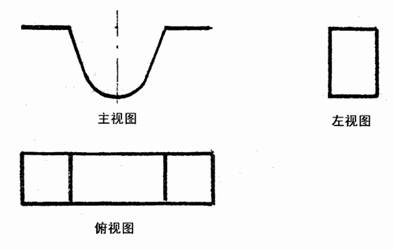
图1
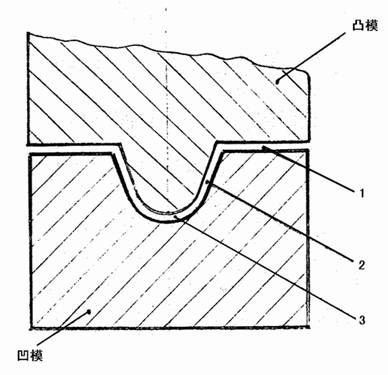
图2
这种模具要求凹凸模工作面1、2、3,圆弧半径尺寸同时都要配合的非常准确,与工件形状尺寸完全一致,这就给模具加工带来了难度,尤其是当这种“U”形槽为环状时,线切割解决不了,而车床加工配合尺寸更难保证。同时在使用时,安装调试过程中,很容易打坏冲床保险片或损伤模具。
拉深筋法成型方法,是利用模具的间隙拉深出斜面,利用凸模的模具形状形成所要的曲面。加工图1工件时,模具截面如图3即可。由图3可看出,凹模加工非常简单,只要加工出一个方槽,不存在曲面和斜面加工,主要尺寸即槽宽尺寸要符合工件要求即可,深度可比工件深一些。而凸模加工,曲面可用成形刀具,达到较准确尺寸,凸出高度依据工件尺寸自然好控制,也不存在斜面加工,凹凸模配合尺寸仅在工作面1处有要求,其它工作面2、3处都没有配合要求,这样模具加工就简单多了。如果要是环形槽,那么在车床上加工就更简单了。
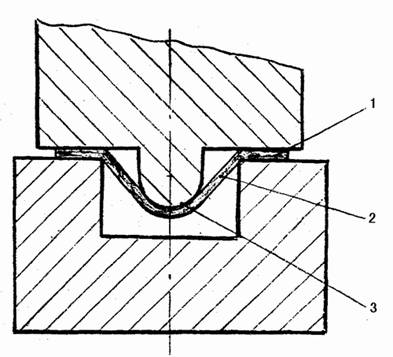
图3
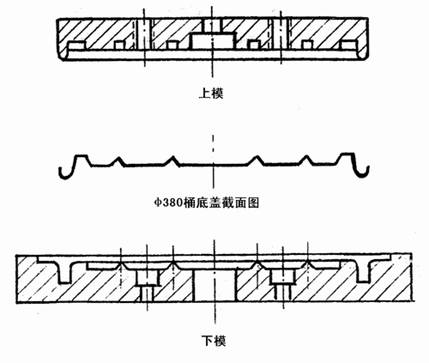
图4
三、应用
我公司φ380钢桶盖如图4所示,是一带两道环形加强筋的桶盖,是客户提供的进口桶的桶盖形状。采用原来我公司原来的模压方法加工,模具加工难度大,成本高。在我们当地还没有这种加工能力的厂家,必须要到专业制造模具的大企业去加工。而采用拉深筋成型法加工,原来的设计模具,其加工在普通车床上就能完成,仅这一套模具就为企业节省约三万元的模具加工费。
在此基础上,我们在φ500桶盖及φ550、φ450等桶盖中都得到了很好的应用,为公司节约了大量的模具费用,并且给使用带来了极大的方便。
四、结论
1、采用拉深筋成型法设计的模具,加工简单,模具制造成本低,经济实用。
2、从设计到模具制造,再到出产品,时间快。这在新产品开发,行业竞争中有着重要的作用。
3、工件的斜面、曲面由于利用拉深筋成型,不存在与模具的摩擦,所以表面光滑圆润,没有伤痕,美观大方。
4、模具使用时,安装高度过程中不易损坏压力机和模具本身,使用方便。
|

