|
钢桶桶身板边胀筋“二合一”机(2)
西克
③扳边 扳边靠扳边油缸推动扳边盘而成。点动时,将拨码盘拨到4号(扳边油缸进),然后按下SB5或SB6中任一按钮,扳边油缸进行扳边。拨码盘拨到5号,按下SB5或SB6按钮,扳边缸便退回原位。自动时,夹紧机构前进。夹紧后,感应开关发出信号,扳边油缸前进扳边,同时送料缸退回。胀筋缸退回后,PC发出信号,扳边缸退回原位。
扳边盘形状示意图见图8。
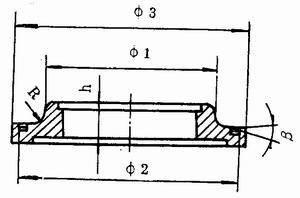
图8 扳边盘形状示意图
图8中,除需根据扳边工艺要求确定斜度β与圆角R外,还需考虑到扳边力的大小。合适的R与β,既可满足扳边工艺要求, 又能使液压系统轻松地完成扳边。β斜面靠近边缘处挖有槽。其目的是为了扳边过程中“省力”。 φ尺寸前面应留有合适长度和合适的导向斜度,以保证该部分的导向修正功能。β斜面与φ1面及R角,属高受力面,热处理后才保证其高的耐磨性。
④胀筋 胀筋油缸前进, 依靠胀筋头上的两个胀筋块径向顶出而完成胀筋。 “二合一”机胀筋部分局部剖面如图9。
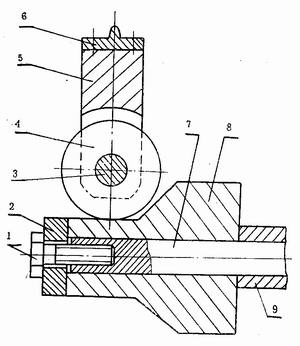
图9 “二合一”机胀筋部分局部剖面图
1-六角螺母;2-压块;3-轴承轴;4-滚珠轴承;5-滑块;6-胀筋块;7-推杆;8-楔形块;9-推环。
由图9可看到,楔形块8(形状见图10)固定于推杆7上,推环9除起固定两组胀筋块间距离作用外,还起为楔形块8传递力之作用。胀筋油缸动作时,楔形块8左移, 滚珠轴承4动作,滑块5沿滑块座径向扩展,使得胀筋块6进行胀筋动作。胀筋动作完成后,楔形块右移,胀筋在弹簧作用下复位。
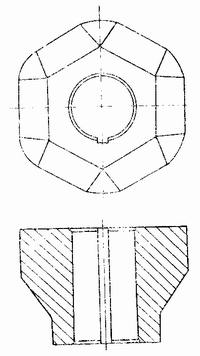
图10 “二合一”机楔形块形状示蒽
由图9可看出,楔形块8与滚珠轴承间是滚动摩擦,该机较旧式胀筋机的耐磨块与楔形块问的摩擦阻力大为下降,因此,只要选用较小缸径的油缸,就可同时胀出两条大筋,从而提高筋胀工作速度。
点动时,将拨码盘拨到6号,按下SB5或SB6按钮,即可使胀筋油缸进行胀筋工作。拨码盘拨到7号,按下SB5或SB6按钮,胀筋缸便退回原位。自动时, 由时间控制胀筋油缸前进胀筋及退回原位。
2.“二合一”机气路和液路简介
图11、图12为“二合一“机的气动、液-压回路原理图。
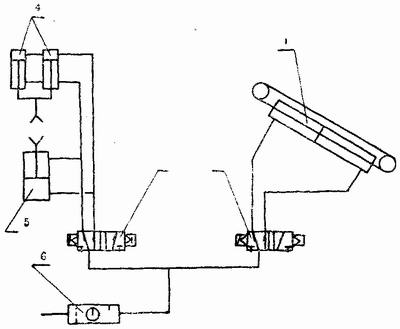
图11 “二合一”机气动系统原理图
1-带式气缸;2-电磁阀;3-电磁阀;4-上夹爪气缸;5-下夹爪气缸;6-气源三连体。
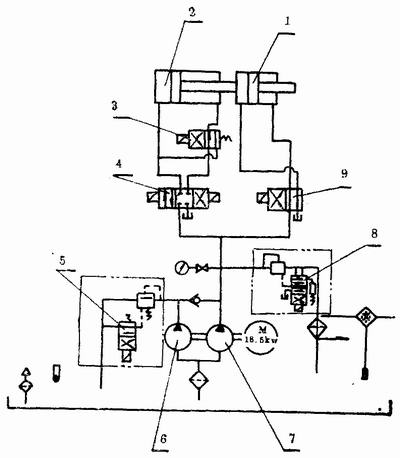
图12 “二合一”机液压回路原理图
1-胀筋油缸;2-扳边油缸;6-大流量油泵;7-小流量油泵。
图11中,件4为单作用单活塞杆气缸,件3为二位五通阀。图示状态时,上下卡爪处于原始状态,不夹桶。件1为QGL型缆索气缸。它以缆索的拉力输出气缸作用力,从而提供动力使送料架送料或复位。它是“二合一”机一个工作循环的第一个动作。图示状态接气路时,缆索气缸处于送料到位状态。
在自动工作状态下机器处于初始状态,按SB5或SB6,电磁阀2得电,使缆索气缸气路接成图12状。送料开始到位后,电磁阀3动作,上下夹爪夹桶,气缸1退回, 等待下一个工作循环开始。
从图12可以看出,本液压系统采用带溢流阀、单向阀、卸荷阀的复合泵。采用复合泵的目的,在于使得液压系统执行机构——油缸,能根据工作条件实现双速运动——快速和慢速。对于扳边油缸,从原始位置到临近扳边时,需快速运动,在扳边开始至扳边结束需慢速进给,扳边结束至扳边缸复位,又需快速运动。对于胀筋油缸,胀筋开始至胀筋结束这段时间内需慢速运动,胀筋缸复位时则采用快速。
当扳边缸快速进给时,电磁阀5关闭,大小流量油泵的压力油一起向扳边缸2供油,从而使扳边缸实现快速进给。开始扳边时,阀5打开,大流量油泵输出的油液直接流回油箱只有小流量油泵向相应油缸供油,以实现慢速进给。小流量泵压力由阀8控制,以保护必要的工作速度。各油缸动作方向的转换由相应的换向阀控制,而换向阀动作的时机则由光电接进开关决定。
3.使用“二合一”机的注意事项
①每班工作前,设备上所有运动部件均要求润滑。4根导柱滑动轴承用黄油,每班必须加足2次。其他移动和转动部件用10号机油润滑。气动系统油雾器使用矿物油。未经润滑千万不能启动。
②试车前,检查各手柄是否处于正确位置:各部要求锁紧之螺钉及丝杆是否锁紧;各感应开关是否在正确位置上;油缸、气缸是否停在原始位置;检查机身内、外有无杂物。
③试车时,应先将气压和液压从低逐渐调到所要求压力;电控箱上选择开关转到点动位置按运转程序逐个检验,动作达到要求后,再把选择开关转到步进、自动位置,试验循环动作。
④冬季油温太低时,应先把油温加热到+5℃以上。
⑤夏季机器工作时,注意接通冷却水回路。
⑥经常查看油标,检查油池油量。油量不足时,应及时补足。
⑦感应开关的安装必须调整在合适位置。感应开关与触块轴向感应范围为0-5mm,一般要求调在2~3mm范围内。
⑧液、气压值必须调在合适数值上。供气系统必须设置安全阀及油水分离器。
⑨手动操作和自动运转之前,全部处于复位(初始)位置。点动操作,每次操作一个动作,需将该动作复位后方能操作其它动作或按运转程序进行操作,以避免相互冲击损坏零部件。开机操作时,操作人员头和手不准伸入机内,以保证安全。
⑩操作人员必须熟悉设备上各种操作手柄,气、液压回路部分的原理和各阀的作用及电控箱上各按钮开关的位置及作用。
4.简易故障排除
①压瘪桶身。一般是下卡爪高度位置不合适引起送料桶身偏心,或是桶身失圆严重或端部凹陷。排除方法是把凹瘪桶身整圆,调整好下卡爪位置。
②胀筋力不够。原因一般在液压系统。可先观察各油管、接头、阀等是否出现泄漏。若有泄漏,说明该部位密封已损坏,需更换。若无泄漏,可调整溢流阀来提高系统压力。若调溢流阀后胀筋力仍不够,说明油泵存在问题,可检查油泵。另外,油箱内液位过低,也会引起压力不足。
③扳边尺寸不够或过扳。一般因两扳边盘距离不适造成的。此时可调节调距手柄。另外,桶身宽度尺寸不规则,也会产生这种缺陷。
④动作程序故障,即不能按正常程序动作。动作时好时坏或停止,可检查无触点感应开关是否失灵或固定螺钉松动使其位置变化。若损坏应更换感应开关,若螺钉松动使位置变化,经重新调整固定即消除。
⑤扳边盘被拉毛。原因是扳边盘没及时得以润滑。此种情况下,应打光拉毛处,加注润滑油,并刷匀。
4.该种“二合一”机的优缺点
只要该机气压、液压回路的压力、扳边盘距调得适当,该机具有运行平稳,操作简单,噪音小等优点,扳边尺寸及形状也较规正。
鉴于该机结构特点,它有以下几项不足之处。
①运行速度慢。由于该机扳边行程系长距离行程油缸从一端推进,完成扳边和胀筋动作后又从原路作长距离复位,因此辅助工作时间长,工作节拍较低,一般不超过4只/分钟,不利于大批量高速度的流水线生产。
②生产产品品种单一。该机胀筋部分处于原始位置时其外径即接近φ560mm,因此这种“二合一”机只适用于生产200L钢桶。若想生产其它内径的钢桶,须对胀筋部分作较大改动,还得新制扳边盘,造价高昂,而旧式扳边机则无此缺点。旧式扳边机只需调动滚轮相对位置即可调整扳边值。若桶身只是内径改变,扳边值不变,则旧式扳边机无须再作调整,因此, “二合一”机不适于多品种小批量生产。
③因不同厚度的材料欲进行七层圆卷边,其扳边尺寸不尽相同,故“二合一”机需配备不同的扳边盘以适应材料厚度的变化,费用较高。
|

