|
钢桶桶身下料形状精度的确定(1)
一、前言
在钢桶制造过程中,桶身下料的形状精度直接影响桶身质量及桶身与桶顶(底)的卷边质量。过去有些制桶厂家由于桶身下料形状精度得不到保证造成钢桶卷边三角区处(桶身焊缝两端卷边处)因密封不严而渗漏。因此,桶身下料是关键环节,必须对其下料的形状精度进行严格控制。目前,在我国有关制桶的技术资料中,只提出了钢桶桶身下料形状精度所要求控制的项目——对角线之差,但对对角线之差具体数值的确定方法和对角线之差对后道工序质量的影响却没有进行深入的探讨和论证。在制定制桶工艺时,技术人员只凭经验来确定对角线之差的数值,而无理论计算依据。
本文在实践经验的基础上,通过理论推导和分析论证,给出了桶身下料形状精度对角线之差的计算公式及方法,使对角线之差的确定有了理论根据。为提高钢桶产品质量提供了科学保证。
二、桶身下料形状技术要求
(一)形状技术要求
在制桶工艺中,桶身板材经裁剪后其几何形状为矩形。在板材剪切时,经调整测量后定位装置的定位面与剪切面是平行的,而且板材对边互为定位基准,因此,剪裁后的两对边是相互平行的。由于板材坯料本身的几何精度及其它因素的影响,形状不合要求主要是呈平行四边形。在实际生产中板材两邻边的垂直度不易测量,为了测量方便取形状精度综合指标对角线之差来评价板材剪裁后趋于矩形的程度。
(二)对角线之差对工序质量的影响
1.对焊缝两端错位量的影响。当桶身直径一定,焊缝平行于桶身轴线的情况下,下料呈平行四边形(即对角线之差不等于零)时将产生下面情况:如图1和图2按呈平行四边形ABCD板料进行卷圆缝焊,将使桶身料长度方向两端的C点与M点、A点与N点相重合,这样就会在桶身焊缝两端产生相等的错位,其错位量为BE或DF, 即BE=DF。
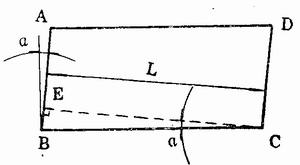
图1
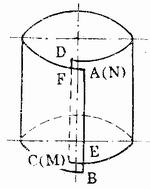
图2
从几何角度分析,在下料长度一定的情况下,搭边宽度增大或减小(不小于零),同一端错位将沿圆周按错位量等螺距呈螺旋状延伸。在实际生产中,由于桶身直径和下料长度都是一定的,因此我们在此不考虑搭边宽度。
2.对卷边质量的影响
(1)焊缝两端错位处卷边结构分析。
由于焊缝两端错位量的产生,桶身翻边后焊缝两端翻边处的形状如图3所示。从图中可以看出,错位量使翻边宽度沿翻边外周边从B逐渐减小到b;外周边的最大曲率半径R逐渐减小到r。因此,错位量-B- b=R-r。
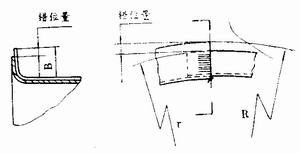
图3
桶身翻边宽度与桶顶(底)预卷边宽度之间的装配配合,是根据最大翻边宽度B和预卷边宽度来确定的。因此,在翻边时最大翻边宽度B必须满足工艺要求值。这样,经卷边后最大翻边宽度B将达到卷边要求,而最小翻边宽度b由于翻边尺寸不够将达不到卷边要求,致卷边层数不够,卷层内产生较大空隙。如图4。
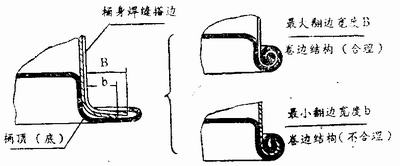
图4
(2)卷边对错位量的要求。在桶身与桶顶(底)装配时,桶身最大翻边宽度B与桶顶(底)预卷边宽度之间留有一定的间隙。这种间隙为正常间隙。焊缝两端的错位量,会使最小翻边宽度b与预卷边宽度之间形成非正常间隙,如图5。这种非正常间隙按图1及图2在焊缝搭边处为最大。因此,我们这里只研究搭边处的非正常间隙及其错位量。
非正常间隙=正常间隙+错位量
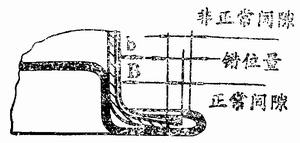
图5
对于某种桶在正常间隙要求一定的情况下,错位量越大,非正常间隙就越大。当非正常间隙大到一定的限度,就会产生图4的最小翻边宽度b的卷边结构,从而影响卷边质量,所以必须对最大错位量进行控制。由于材料、翻边宽、预卷边宽以及对卷边质量等因素要求的不同,不同类型的桶对错位量的要求不同。在制定工艺时,可根据实际情况确定。
|

