|
钢桶卷边计算及特性(2)
云南省建水县金属包装容器厂 李贵祥
3.桶身翻边调整计算
桶身整形,桶顶底成形和成桶卷边密切相关,应作协调汁算与调整,方能达到卷边工艺要求。因卷边装配高Hb=H-2C,小于桶商H, C是滚轮与托盘的间隙见图6。由于卷边过程中C的存在,使成桶前后的桶顶底深不能相等。一般设定桶顶底落料成形深度ha,预卷成形深度hb,成桶托盘厚度hc必须相等,即ha=hb -hc。
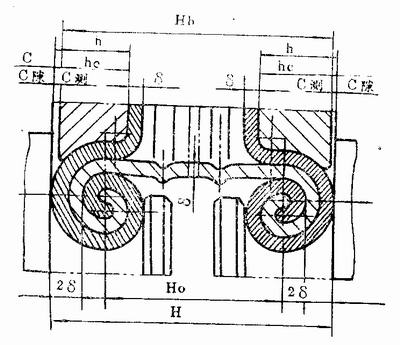
图6 成桶卷边成型图
①Ha的调整计算
当ha=hb=hc<h=Hg-δ时,翻边机两辊轮之间,外端间距Ha按下式计算:
Ha=H-4δ+K
式中,K的含意与桶身展开板宽的计算相同。
例: 已知H=800mm;δ=1.5mm;K=6mm。求Ha。
Ha=H-4δ+K=800-4×1.5+6=800 (mm)
②滚轮端与档板间距的计算
翻边机滚轮外端与定位档板之间的距离B按下式计算:
B=(He-Ha)/2=(H+16.23+K-H+4δ-K)/2=10.115δ
例:已知 H=800mm;δ=1.5mm;K=6mm。已求得He=830.345mm;Ha=800mm。求B。
方法1:
B=(He-Ha)/2=(830.345-800)/2=15.173mm
方法2:
B=10.115δ=10.115×l.5=15.173mm
四、桶顶底预卷参数的确定
桶顶底预卷的主要作用是防止在卷边过程中起皱。预卷半径不宜取得过大或者过小,过小无法曲卷成形,过大会因材料失稳而起皱,使卷边结构无法达到要求。一般是取卷边半径等于或小于3.3倍被卷料厚。因为待卷部位边缘处稳定性很差。在变形速度一定的情况下,预卷半径过大时,需对被卷部位施加较大的卷边力。但施力过大时,会产生失稳而起皱,使继续卷边时失去塑性流动,而卷不进去。所以,预卷半径一定要取得恰当,它是决定整个卷边成败的一个重要环节。
顶底预卷部分尺寸的确定与预卷滚轮的设计有着密切的关系。在预卷滚轮的设计及预卷产品尺寸的确定过程中,有两个基本条件是必须满足的。
1.根据预卷的基本目的,首先要合理地确定预卷半径范围。一般取预卷半径为被卷料厚的1.5-2倍较为合理。 它即符合卷边理论,又符合卷边结构的要求,即R=1.5~2δ。
2.要确保翻边成形后的桶身能顺利装入桶顶和桶底,并使桶身边的最大外径与预卷囤内径留有足够的装配间距。
总之,桶顶底预卷参数的确定一般是依据被卷料厚、材质、结构和实际卷边剖样等,分别地选样图7中的某一种预卷方案。然后把预卷轮的设计和预卷产品几何尺寸参数的确定有机地结合起来。从而使桶顶底预卷和预卷轮的几何参数都同时得到确定。
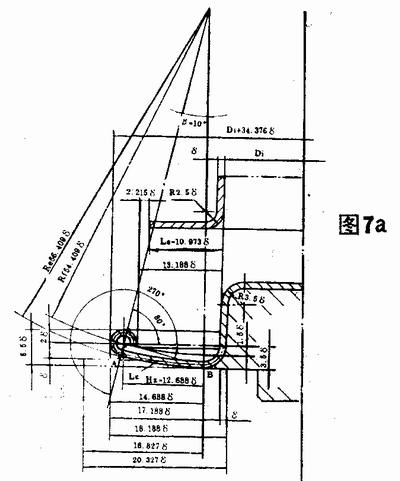
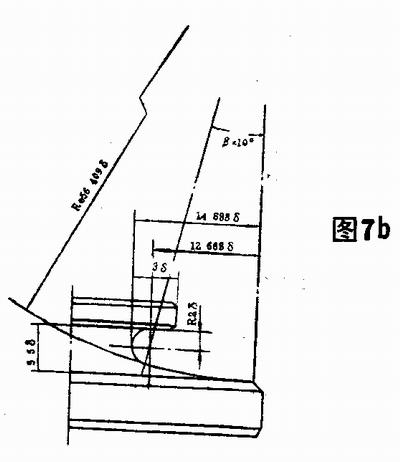
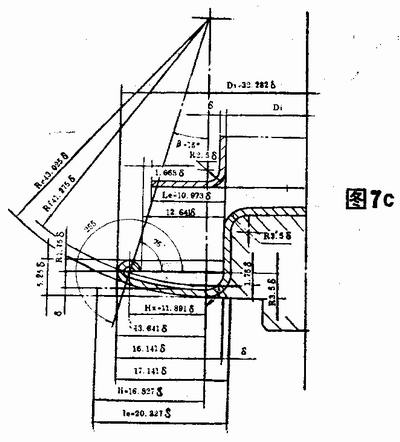
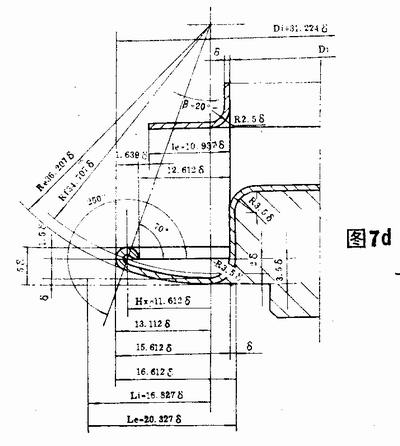
图7 桶顶底预卷方案
五、成桶卷边调整与计算
成桶卷边应在顶底和桶身符合工艺要求情况下,作协调性的计算与调整,方能达到成桶卷边的工艺要求。
1.成桶机胎模轴向位置的调整计算。成桶机两胎模凸缘外端、轴向间距Hb的大小,与整形缩短量、桶高、顶底深、模轮轴向调整间.隙等多种因素有关。
Hb可按下式计算:
Hb=Ha-K十4δ-2C=H-2C
从上述等式得知:当K计=K测=K时,则有H实=H。此时按Hb=H-2C进行计算才是有意义。这说明成桶时的轴向调整应注意协调:K、H、He、Ha、C(要求ha=hb=hc),Hb之间的关系,才能调整到最佳效果。
例: 已知 H=800mm,C=1mm。求Hu
Hb=H-2C=800-2×1=798
2.成桶卷边轮的调整计算。成桶卷边时,胎模与滚轮径向相对位置的计算调整与卷边结构有关,具体计算和调整,请参看图8所示。
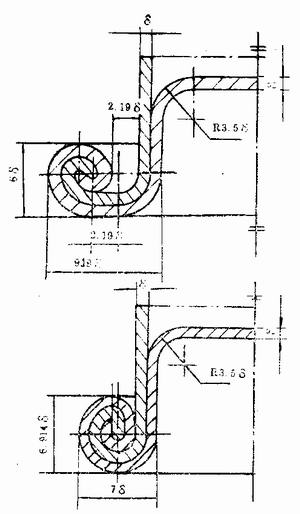
图8 成桶调整计算图
由于存在轮座滑块间隙和调整螺杆与螺母间隙,使滚轮一次下调不易达到要求的层厚尺寸。此时需再次下调滚轮。下调时手柄的转数可用公式计算,这样能使调整做到有的放矢。
公式可这样推导,当手柄(蜗杆头数K-2)转1转时,螺母随蜗轮(齿数Z2=24)的转数,可按下式计算:
n2=n1K/Z2=1×2/24=2/24=1/12 转
螺杆(牙距T=4)轴向移动的距离S可按下式计算:
S=Tn2=Tn2K/Z2=4×1×2/24=0.333mm
即手柄每转1转时,滚轮沿螺杆轴向移动(向上或向下)0.333 mm。当已知轴向移动量Sx时,手柄的转数可按下式计算:
N=Sx/S=(d1-d)/0.333=3(d1-d) 转
式中,N-表示调整手柄的转数;N为正值时,滚轮往下调多N为负值时,滚轮往上调,单位为转。
d1、d-分别表示实测径向卷边层厚和要求的卷边层厚,单位为mm。
例:已知 δ=1.5;d=7δ=7×1.5=10.5,实际测得第一次调轮后的尺寸d1=11,求N。
N=3(d1-d)=3(11-10.5)=3×0.5=1.5 转。
即手柄转1转半,滚轮向下移动0.5mm即可。
例:已知 d=10.5,测得d1=10.833;求N。
N=3(d1-d)=3(10.833-10.5)=O.999≈1 转。
即手柄转动1转,使滚轮向下移动0.333mm即可。
总之,认识和掌握成桶卷边计算及特性,是确保生产合格钢桶的关键。系统地了解卷边展开,桶身整(成)形, 桶顶底成形、相关调整等诸方面的计算及特性,方能有效的应用于实际生产,才收到良好效果。若能把这些计算及特性与模轮设计,桶顶局部冲孔成形和螺母的卷口锁装、尺寸寸差和形位差的分析有机地结合研究。那么,将能解决成桶卷边中的全部计算和精确调整间题。
|

