|
对钢桶翻边机的探索(2)
武汉金属容器二厂 王霖
还有一种圆桶卧式双头液压翻边机也属滚压式翻边机这一类。其外形与图4相似。但其进给运动和床头箱送进运动都是用液压完成的,从而结构较图4简单(用一个简单的液压泵和液压缸代替了凸轮进给等一套机械传动和进给装置)。其主旋转运动仍由电动机给一级皮带传动和齿轮传动减速后带动主抽旋转。它的自动化程度高, 板边精度较好,传动平稳,噪音小,国外普遍使用它。在国内,由于液压元件泄漏问题未得到很好解决和液压机用油价格较高等因素影响,在某种程度上也限制了该种型式的翻边机在国内大范围地投入使用。
图5为一种最简单的立式单头滚压式翻边机的工作原理图。这一翻边机的运动特点是,桶身作主动旋转,两压辊在翻边过程中被桶身带动旋转,其进给运动由内压辊作径向平移来实现。
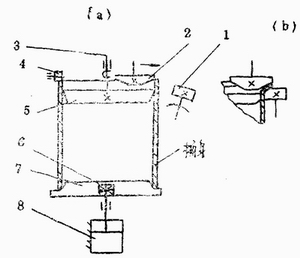
图5 立式单头圆桶翻边机工作原理图
1-外压辊;2-内压辊;3-主轴;4-滚轮;5-转盘;6-滚动轴承;7-尾盘;8-气缸
该机的工作过程如下:首先气缸8中的活塞处于最下位置,活塞杆端的尾盘7随之处于最低位置,此时可将待翻边的桶身套在尾盘上。当气缸8中的活塞上行时,尾盘7和桶身则跟着上移,直至桶身上端接触到轴向定位滚轮4,如图中(a)的位置。接着让主轴3和固装于其上的转盘5旋转,桶身和尾盘7则被带动着一起转动,这时将外压辊1摆动至紧靠桶口的外沿,将内压辊2向桶外平移,直至桶身翻边完毕,见图中(6)。
滚压式翻边机除了能完成桶身的翻边工序外,如果改变上、下压辊的形状,还可以完成桶身的滚波纹和缩颈也称缩口工序,甚至能同时完成翻边、滚波纹和缩颈等综合工序。图6即是一台能同时完成翻边和缩颈综合工序的机器的传动简图。该机与图2所示翻边相比,在基本原理上有不少共同点。例如,都是由压辊作主动旋转运动,而且都是通过凸轮机构使上压辊进行摆动来实现进给。其不同之处是:凸轮进给机构的具体结构有很大差异,同时由于该机是单头翻边,所以增加了桶身的轴向控制机构。该机的工作原理和过程如下:
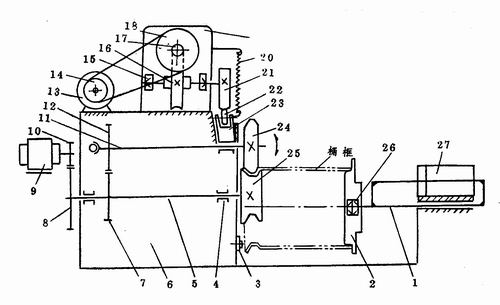
图6 卧式单头滚压式翻边缩口机传动简图
1-尾轴;2-尾盘; 3-定位滚轮;4--轴承;5-主轴; 6-机座;7-齿轮;8-齿轮;9一电动机;10-齿轮;11-摆动轴; 12-齿轮;13-电动机;14-皮带轮;15-轴承;16-蜗轮;17-蜗杆;18-皮带轮;19-减速箱体; 20-弹簧; 21-凸轮; 22-滚轮; 23-滚轮架,24-上压辊;25-下压辊;26--轴承;27-气缸
1)轴向定位 当气缸27中的活塞处于最右位置时,与活塞杆固接的尾轴1和通过轴承26支承于尾轴1上的尾盘也必处于最右位置。此时,将桶身套于上、下压辊24和25之间,操纵气阀使活塞左行,直至尾盘套进桶身的右端,而且使桶身的左端接触到侧滚轮3的端面为止。
2)翻边缩颈 电动机9通过一级齿轮传动(齿轮10和8啮合),使主轴5旋转,从而使固装在主轴5左端的下后辊25获得主旋转运动。
电动机13通过一级皮带传动(皮带轮14和18)使蜗杆17转动,与蜗杆17啮合的蜗轮16得到慢速转动,因而与蜗轮同轴的凸轮21也得慢速转动。由于弹簧20的作用,滚轮架23上的滚轮22总是向上紧贴着凸轮。当凸轮转动、其升程增加时,滚轮22被迫下移,滚轮架随之下移。又因滚轮架滑套在摆动轴11上,所以摆动轴会绕其左端的支点1向下摆动,那末固装在摆动轴右端的上压辊24则向下压辊靠拢,从而实现进给运动。
在摆动轴绕支点A向下摆动的过程中,其上的齿轮12与旋转着的主轴上的齿轮7逐渐啮合,使摆动轴旋转,故上压辊也获得了主旋转运动。
由于上、下压辊的主动旋转和上压辊的摆动进给作用,桶身被迫旋转并局部变形,从而完成翻边和缩颈。如图中所示。
3)回位取桶 当凸轮21继续转动,升程减小时,在弹簧的作用下,滚轮架和其上的滚轮上升,摆动轴绕支点A向上摆动,上压辊则上摆而离开桶身。随后,使气缸中的活塞右行,尾盘退出桶身外, 桶身便可取出,至此一个工作循环结束。
总的看来,滚压式翻边机具有多种功能,且对不同的金属材料和不同板厚的适应性较强,所以目前在我国应用较为普遍。但此类机械尤其是压辊摆动式滚压翻边机与挤式翻边机相比,还存在有翻边精度较低的缺点。
2.挤压式 挤压式翻边机的特点是没有旋转运动,其翻边动作是由两个压盘沿桶身的轴线方向作相对运动而完成的。两压盘的相对运动多由液压传动来实现,见图7。在翻边过程中,桶壁受到挤压,为了协助桶壁承受挤压力,常用胎具从外围护住桶壁。
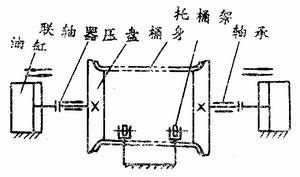
图7 挤压式翻边机原理图
挤压式翻边机由于其翻边精度高,故特别适用于多重卷边如三重圆卷边的桶。此外,由于采用了液压传动,且无旋转运动,所以结构简单,噪音小。但挤压式翻边时,桶壁要承受一定的挤压力,因此挤压式翻边机不能用于强度很低的金属桶,如铝桶。一般它应用于板厚在0.6毫米以上的钢桶。
二 异形桶翻边机
由于异形桶桶身四周的曲率不尽相同,所以翻边机复杂。常用的异形桶翻边机有滑块式和滚压式两种。对于强度较好的桶身,也可采用挤压式。
1.滑块式 滑块式翻边机中,翻边动作主要由位于桶身内外的滑块来完成。滑块式翻边的原理见图8。图中内胎模在整个翻边过程中是固定不动的,它的外缘形状与桶身相同,上部略带锥度,以利于桶身的套入,内滑块和外滑块都能沿水平面滑动。工作时,首先将桶身套在内胎模外,并使桶身的下端搁在内滑块的台阶上,如图中(a)所示。接着,使外滑块向桶身滑动,直到从外围箍住桶身,再让内滑块向桶外滑动,直至桶身翻边完毕,见图中(b)。
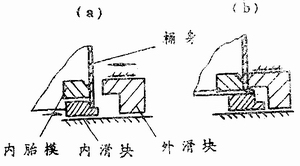
图8 滑块式翻边原理图
为了保证外滑块既能沿桶身的径向滑动,又能从桶身的整个外围护住桶身,外滑块必须由多块组成。同理,为了使内滑块既能沿桶身径向滑动,又能将桶身的端部沿周向外翻出,内滑块也应由多块组成。内、外滑块分块的数量和分割线的位置视桶身的横截面形状而定,且方案有多种。如腰圆桶翻边机中,内、外滑块的分块可按图9进行,即内滑块分为6块,外滑块分为4块。
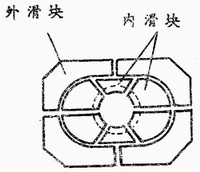
图9 腰圆桶内、外滑块分块示意图
内、外滑块的滑动可以通过多种机构和装置来实现。如曲柄连杆机构、凸轮机构、螺旋机构、斜面机构或液压传动装置等等。此外,由于翻边过程中桶身受到向上的分力的作用,易向上抬起。为了防止桶身上台,应对桶身进行轴向定位压紧。这一动作也可由各种机构或装置来完成。
图10为异形桶滑块式翻边机的传动图例。图中左右结构对称,工作时左右运动也是闷时的,但为了清楚地表达传动过程,我们将左半部表示桶身待翻边的状态;右半部表示翻边结束时的状态。该机的整个工作过程从以下四个方面来叙述。
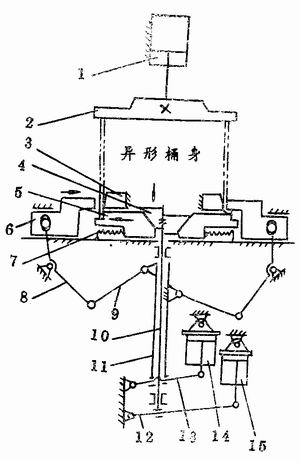
图10 异形捅滑块式翻边机传动图例
1-油缸;2-压盘;3-内胎模;4-锥体;5--内滑块;6-外滑块;7-弹簧;8-叉形杠杆;9-_连杆;10-芯轴;11-套管;12-下摆杆;13-上摆杆;14--油缸;15-油缸
1)桶身的喂入和轴向定位 当液压缸1中的活塞处于最上位置时,固装于活塞杆上的压盘2则处于最上位置,将桶身放于压盘的下方并套住内胎模3和内滑块5的上层台阶。然后,使活塞下行,压盘随之下降,从轴向压住桶身,如图中左半部所示。
2)护桶 液压缸14中的活塞下行,使上摆杆13绕其左端的支点向下摆动,通过套管11和连杆9的作用,叉形杠杆8的上端向桶身摆动。由于叉形杠杆的上端与外滑块6铰接,—所以外滑块6也随之向桶身方向滑动,直到从外围箍住桶身。
3)翻边 使液压油缸15中的活塞下行,下摆杆12绕其左端支点向下摆动,与下摆杆中部铰连的芯轴10随之下移,固装于芯轴上端的锥体(圆锥体或棱锥体)4必然下移,通过内滑块5和锥体相配合的锥面的作用,内滑块则被迫向桶外作水平滑动,致使桶身完成翻边,见图中右半部。
4)回位取桶 让液压油缸14中的活塞上行,通过上摆杆13、套管11和叉形杠杆的作用,外滑块向外滑动,离开桶身退回原位。与此同时,让油缸15中的活塞上行,下摆杆则向上摆动,芯轴和锥体上升,在弹簧7的作用下内滑块向内滑动而回至原位。接着,油缸1中活塞上行,压盘上升,已翻边的桶身便可取出。
异形小桶的翻边也可在冲床上配以翻边装置来实现。其翻边的原理与上面介绍的滑块式翻边相同,翻边装置中外滑块的护桶动作和内滑块翻边动作均借助于冲床上冲头的运动来完成。
2.滚压式 异形滚压式翻边机同圆桶滚伍式翻边机一样,翻边时桶身和内、外压辊均作旋转运动。所不同的是,异形桶滚压式翻边机的内、外压辊还必须随旋转的桶身作仿形运动。
|

