|
提高钢桶密封可靠性的研究
中国人民解放军第三六○二工厂 刘国良
在钢桶产品的诸多质量要求中,密封可靠性是非常重要的质量特性。对一只钢桶而言,若其密封性差,尽管其它方面的质量特性(如表面质量、涂层、镀层、几何尺寸等)很好,因丧失了钢桶最主要的功能,只不过是一只废品,这是大家熟知的。从统计学的观点来分析,在一批包装危险品钢桶产品中,尽管大多数是好的,哪怕只有一只密封不可靠,这对生产制造者和用户也是不允许的事。必须进行多方面攻关,才能保证出厂产品100%合格。所以,提高钢桶的密封可靠性尤为迫切和重要。
一、进行产品可靠性研究的必要性
目前,在我国建立社会主义市场经济的条件下,企业问竞争的焦点在质量。产品质量的可靠性是设计者、生产制造者和使用者共同关心的问题,也是对产品质量作全面评价的一个重要指标。因此必须用现代新兴的工程科学,开展对产品质量可靠性的研究。
机械产品的可靠性是指在规定的时间内,在规定的条件下,完成规定功能的能力。在这一定义中,涉及三个“规定”和一个“功能”。
(1) “在规定时间内”是指保持产品的质量和性能有一定的时间要求,因为可靠性随时间而变化。对钢桶而言,主要是指在盛内装物后,在规定的使用寿命周期内,不应有泄漏和内装物变质的现象。这是一个重要的设计指标。
(2) “在规定的条件下”是指产品的使用条件,如密度、温度、湿度、载荷、冲击、介质等。对钢桶来说,不同类别的桶应适应不同的介质。镀锌桶、喷塑桶、普通桶适应的内装物不一样。其次,二重卷边桶和三重圆卷边桶性能不同。具有《国际海运规则》I类性能要求的钢桶必须采用三重圆卷边桶。这是对包装容器设计的主要技术指标和要求。
(3) “规定的功能”是指产品的精度、强度、稳定性等。对钢桶而言,除规定了理论容量、公称容量、材料厚度及材质要求外,还规定了封闭器的设置数量和大小。
(4)在规定的时间、条件和功能下,产品可能达到要求,也可能达不到要求,这是一个随机事件。随机事件可用概率定量描述。产品在规定时间内,在规定条件下,完成规定功能的概率,称为产品的可靠度。显然,可靠度是对产品可靠性的概率度量。
从可靠性的定义中,我们可以认识到开展可靠性研究的必要性。当钢桶用于盛装易燃、易爆、腐蚀、剧毒的危险物品时,若一批钢桶中,有一只因密封不好出现渗漏,导致燃烧、爆炸、腐蚀及毒害,会给人们的生命财产带来巨大损失,特别是出口产品,后果更为严重。因此,必须以绝对可靠的产品质量,满足用户不同层次的需求,让用户放心。
当今科学技术的飞速发展,产品更新换代加快了,尤其是石油化学工业,对包装容器的要求日益提高,使用范围广泛,使用环境更为严酷,钢桶可靠性问题更为突出。可靠性的观点和方法已经成为质量保证、安全性保证、产品责任预防等不可缺少的依据和手段。
二、影响钢桶密封可靠性的因素分析
大家知道,钢桶生产工艺流程为:
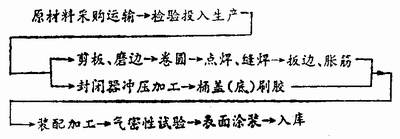
经过这一生产流程,影响产品质量的因素自然涉及到方方面面。这些因素包括人、机器、材料、方法、环境,均对产品的质量有着不同程度的影响。因此,要求企业从事管理和生产岗位的每一位职工应明确自己所承担的质量责任和任务,以高度负责的精神做好本职工作。只有这样,以优良的工作质量,才能保证制造出高质量的产品。这是企业建立和健全的质量保证体系的主要内容之一。
目前我国钢桶行业,普遍存在管理水平不高,设备陈旧,人员素质不高的问题。生产出的产品质量差,原材料消耗高,经济效益不佳,产品质量一直停留在只要不漏就行的水平上。很少下功夫研究如何提高可靠性的问题,致产品质量上档次难, 出口创汇难。主要原因是技术含量低。把制桶生产技术看得过于简单。其后果是后劲不足,竞争力不强。所以我们很有必要认真的研究钢桶的生产工艺。
必须按国家标准选购钢桶用钢板。更应注意减少运输环节钢板表面的损伤。投产前要严格检验,不合格的钢板(几何尺寸、形状、表面状况等)不转入生产工序。
在剪板工序,要严格按工艺规定裁剪。严格控制波浪边、镰JJ弯的钢板下流,因为这种钢板会使后续工序停机,增高废品率,影响卷边质量。我们知道卷边对桶身的扳边是有严格要求的。如果一张钢板上各处尺寸不一致,相差甚多,有的地方卷层超厚,有的地方卷层不够,这些都会降低钢桶的密封可靠性。
磨边工序,主要是保证焊接质量除去国产的热轧碳素钢板表面氧化层。冷轧钢板可以不要这道工序。磨边工序,磨去规定范围内(15-20mm)的氧化层。磨焦、缺角,这些缺陷的存在,会产生焊缝脱焊、烧穿、焊缝头部裂口等。无疑会影响钢桶的密封质量,如缝漏、卷层密封性差。
要加强缝焊工序焊接规范的调整,滚轮的修整,以杜绝因焊接工艺不佳引起的缺陷。
要严格控制桶身扳边工序中扳边角度及扳边高度。通常扳边角度应为95°+5°扳边高度的检验应使用专用样板。扳边工序的质量状况与钢桶成型质量密切相关。扳边角度和扳边高度不符合规定的要求,会造成卷边层数不够或卷层超厚引起铁舌导致渗漏等等。所以,应将这道工序列入质量管理点,进行重点控制,选派素质高的职工在该工序操作。
应重点检查桶盖刷胶工序。注意刷胶的均匀性和厚度。若刷胶的胶膜不连续,存在空白,则造成卷层中心胶圈隔断,不成一个完整的密封圈,从而大大降低密封的可靠性,尤其是耐冲击性。
在桶身和桶顶(底)装配工序中,卷边质量的好坏,直接决定了密封可靠性的高低,所以要定期检查卷边滚轮的位置。此道工序易出现卷边松疏、铁舌、尖角、卷层不够、卷层形状或结构不符合要求等问题。这些缺陷的存在影响了钢桶密封性。
三、提高密封可靠性的措施
因钢桶的密封出现问题的部位主要是封闭器和卷边装配处,故下面只讨论这两个问题。
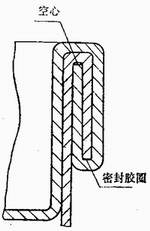
1.封闭器的密封。GB325《包装容器 钢桶》国家标准中规定,允许钢桶设注入口和透气口各一个和只装一个注入口。这条规定体现它的灵活性。安装封闭器的数量可由制造厂家与用户商定。目前,从国内钢桶的使用状况来看,一般的内装物都是采用敞开式注入或者用电动及手动泵抽取,故不存在桶内的压力平衡问题。在使用时,一般用户为图方便未将透气口打开。这说明透气口实用效果很差。我认为,取消透气口至少有两个好处:其一,经济性。为装一个透气口,要多装4个零件。加上人工费合计花费2元。这对大批量生产的企业来说,是一个多么可观的数字。其二,少一个透气口就减少了两个渗漏点。因为GB13251标准规定钢桶封闭器型式如图1所示。这种型式的封闭器是双重密封。
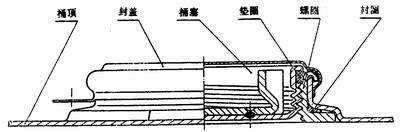
图1
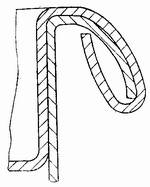
图1所示密封结构的密封性与图2密封结构相同。图2封闭器结构中桶塞、垫圈、桶顶(底)形成了一个严密的密封屏障。它能有效地防止桶内装物的泄漏。图1所示结构衬圈的弹性,截面尺寸,桶顶的刚性,在衬圈材料及几何尺寸良好状态下,如果受较大的冲击载荷引起桶顶变形,会使衬圈脱离桶顶,导致渗漏。因为此种结构封闭器的渗漏根本无法弥补,这是该结构的最大缺点。图2示结构型式,缺点是在于它的桶内端高出桶顶内表面,使内装物不能倾倒干净。 这个问题,可用图3所示结构,即在螺圈上钻两个田2-5mm孔解决。另一缺点是如果螺圈装配不好,易使螺圈脱落。可通过改进装配方式解决这个问题。况且,目前国外的一些塑料螺圈的装配也是采用了这种型式。所以,图2所示结构的密封可靠性较图1高。
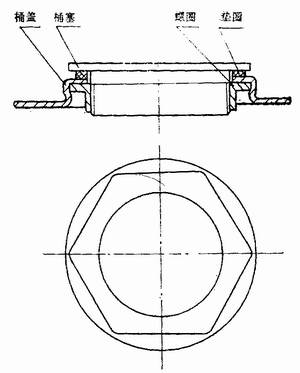
图2
|
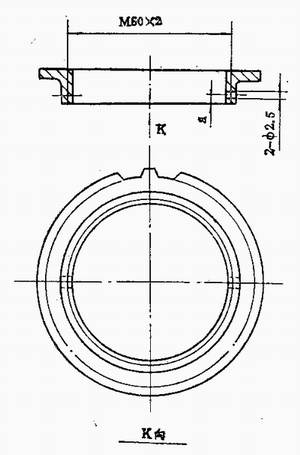
图3
|
2.提高卷边装配密封可靠性的措施
对这个问题国内外钢桶界都作了一些深入的研究。但我认为,这些研究尽管比较科学,但还是经验成份居多。大多只以抽象模糊的线条来勾画卷边结构,就连GB325国家标准对卷边结构的示意, 也是不请楚的。所以, 目前对卷边的认识较肤浅一些。下面通过一组逼真的研究图片来分析卷边的各种模型及其在实践中的可行性。
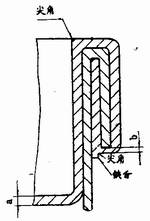
(1)矩形卷边 五层矩形卷边的结构如图4所示。成型需两个卷边轮来完成。第一个卷边轮完成卷边的初级咬合状态(如图5所示)。此状态是形成紧密五层卷边的基·础,但层问疏松。只有在二道卷边轮的作用下才能形成图4所示紧密的卷边。
矩形卷边外形应该是角部过渡圆滑,不应出现图6所示的尖角及铁舌现象。产生尖角现象是由于滚轮调整不合适或者材料厚度不均匀所致。滚轮调整不当,使卷层处的材料强行向封口盘与桶底盖的过渡R处的间隙流动,形成了尖角,或向滚轮与桶身的间隙处流动形成了铁舌。尖角或铁舌引起了应力集中从而影响了卷边的整体刚性,使桶的耐冲击性能明显下降。严重的会因承载能力差,而导致桶装满内装物后,在周转过程中掉底。
(2)圆弧形卷边 笔者认为圆弧形卷边的结构型式应如图7所示。所谓七层应该是沿A或沿B向计数均为七层。这种形式的卷层密封通道较五层卷边长,且卷边直径A或B大。材料力学的知识表明圆形件的刚性主要取决于它的直径。即直径大,它的刚性就强。刚性就是指构件抵抗外界作用力而不发生变形(屈服)的能力。图7所示的圆卷边可用我们现有设备加工出来,故具有可行性。实现该结构需用三个滚轮。对滚轮的形状尺寸、调整位置、桶盖拉伸尺寸、桶身扳边的几何尺寸及形状有较高的要求。能够达到七层圆卷边要求,可使桶的卷边密封可靠性有很大提高。这是我们努力的方向。
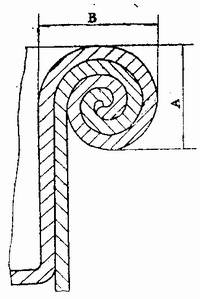
图7
尽管圆卷边有无比优越性,但是在实际研制中有些桶厂因缺乏正确的理论指导,往往凭经验,或者模仿一些资料或样板,没有 深入地研究与之相应的技术资料和理论。误认为别人搞成功的样板(或图纸)拿来就可以用。结果是事与愿违。其根源是在引进样板或资料时,未消化吸收相关配套的工艺结构及技术细节,‘导致了动机与效果的相脱离。
大多数人认为钢桶是一个精度要求不高的产品。这种观点是不正确的。表面上看,钢桶是一个粗糙型的产品,但它同其它产品一样,有粗糙的地方,也有它要求高的地方。对此我们必须区别对待,不可一概而论。我们要做到“粗”, “精”适当。可以适当放宽对功能要求影响不大的参数。对功能影响很大的参数,我们必须严肃对待,认真分析。必须从零部件、模具、设备精度等各方面严格控制,把好每一道质量关,才能生产出高质量、高可靠性的钢桶产品。
目前,普遍采用样板加工钢桶的卷边滚轮。首先我们不谈样板本身合理与否。假设它是合理的,但比较检验法,还是一种近似方法。这种方法本身能达到的精度是比较低的。对卷边这道精确度要求很高的工序来讲是不科学的。因为很难保证一批滚轮的精度在一定范围之内。这就给设备调整、滚轮调整、产品零件的几何形状尺寸带来不适,影响产品质量的保证能力。
目前,钢桶行业卷边滚轮制造和修复的采用样板对照加工的方法。大部分厂家的滚轮淬火硬度很高。一旦槽形磨损,就用砂轮磨削修复,样板检查。我认为可按以下的思路来改进。将现在两滚轮都用高淬火硬度来提高耐磨性,改为用耐磨的“软”材料及高硬度的滚轮相结合的办法,即对第一道轮,采用高硬度的方法保证强度和耐磨性;对第二道滚轮可采用诸如铸铁,青铜类的耐磨材料加工。这样可以保证卷边成型槽寿命,而且可以用成型)J具修复加工,可以基本保证槽形精度。对淬火硬度高的一道滚轮,可以用渗碳钢制造。在加工好的槽形部位采用渗碳或渗合金元素的办法,提高槽形工作部位的耐磨性,达到耐磨性和强度的统一。磨损后,可以用砂轮,辅之以成型车))加工的办法来提高加工精度。避免了因槽形和几何尺寸的波动而影响卷边质量。我认为这是提高卷边制造质量新的途径。
|