|
浅谈“间歇式”烘道在钢桶烘干中的应用
牡丹江粮食机械厂 张俊生 田兆祥
在钢桶制造中,钢桶烘干的重要性日益明显。它不但可以去除桶内水份,为喷外漆提供良好的工艺准备,而且还可用于内喷涂钢桶烘干。
目前,国内外大多数制桶厂家普遍采用“连续式烘道”或“固定式烘房”两种方法烘干钢桶。由于“连续式烘道”较长, 占用厂房面积大,投资大,一般厂家上马有困难。固定式烘房,由于烘干效果差,能源浪费大,给钢桶烘干应用带来了一些障碍。本文要讨论的是集固定式烘房保温好,连续式烘道调整方便,容易控制烘干质量等优点而设计的一种新型“间歇式”烘道。
一、 “间歇式”烘道的工作原理
连续式烘道是由链条带着钢桶在烘道内作连续的运行,而烘干钢桶的。固定式烘房是将钢桶放入烘房内,然后把烘房门关闭进行烘干。所谓。间歇式”烘道是在开始时利用连续式烘道的原理,由链条带着钢桶连续的送入烘道内,大约5分钟后关闭炉门。另一个链条作反方向运动,使钢桶在烘道内作原地不动的自转,进行均匀的烘干。按炉温或烘干情况调节烘干时间。用连续式烘干的方法通过输送链条,将钢桶送出烘道,同时在入。口处装上待烘干钢桶,即完成了一个循环。
从示意图可以看出,主传动链4由减速器1带动,在主传动轴的一端设有一个棘轮机构5,防止主链反方向运动。同理,副传动链6也没有同样机构。这就保证了当主传动链带动钢桶行走(副链不动),链轮沿副链滚动时带动桶身滚动,达到桶身加热均匀的目的。同理,当副链6运动时主链4不动,钢桶自转,即达到理想的要求<:)
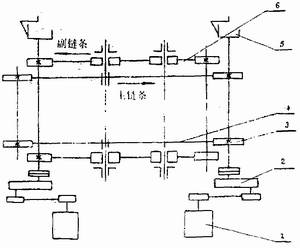
“间歇式”烘道传动结构原理示意图
l—电动机;2—减速器;3—链轮;4-主传动链; 5-棘轮机构; 6-副传动链。
二、 “间歇式”烘道的应用
1.“间歇式”烘道用于钢桶试漏后外喷漆前的烘干。主要目的是将钢桶加热增加油漆的附着力;排除桶内的水蒸汽,防止桶内在存贮期间锈蚀。将副链关闭,可直接进行连续式烘干,同时调节炉温,使其达到预期的烘干效果。
2.喷漆或刷漆后的烘干可参照喷漆前连续性烘干。
3.钢桶内喷涂的烘干(PVF烘烤)。由于PVF粘度小,烘烤过程中放出二甲酯等易燃挥发物,所以要求炉温在280℃左右,而且要打开排风口。由于二甲酯等挥发成份易燃,炉内不应有明火,根据烘烤情况调节温度,调整出炉时间及出炉速度。200L钢桶闭炉时间按炉温及烘干情况定。进、出炉时不超过10分钟,可根据不同情况进行调节。
内喷涂钢桶的烘烤入炉时间为加涂料予热段,这时可打开一个排风口。闭炉时,为涂料潜溶剂挥发段,这时可打开全部的三个排风口。当开炉时再把两端的排风口关闭,接上一个循环。
三、 “间歇式”烘道的主要参数
1.炉体长:10-12m;
2.炉温:250-280℃;
3.加热功率:120kw;
4.主传动链速:1-2m/min;
5.副传动链速:1-2m/min;
6.年生产力:10万只。
“间歇式”烘道是集连续式烘道与固定式烘房之优点而研制的一种新型烘道。它的主要特点是:烘道占地面积小,投资少,节能,烘干均匀(使钢桶在炉内能自动旋转),适用于中、小型企业批量生产。
在钢桶行业中“间歇式”烘道具有广阔的前景和重要的推广使用价值。
|

