|
200L闭口钢桶封闭器渗漏原因分析
石家庄市制桶厂 刘振廷
随着我国制桶技术的飞速发展,200L闭口钢桶的质量达到《国际海运危规》I类包装标准的生产厂家增多,如雨后春笋,形势喜人。然而,由于普遍采用了三重圆卷边工艺,多数厂家顺利通过1.8m(内装液体密度不超过1.2时)的跌落检验,而250kPa水压检验结果却不尽人意。往往在注入孔的四周(见图3b点处)产生渗漏,致检验结果判为不合。下面就封闭器产生渗漏问题进行剖析。
在GB325《包装容器 钢桶》标准中,对200L闭口钢桶有详尽的要求与说明。在GB13251《金属容器 钢桶封闭器》标准中,除封闭器TG型螺圈厚度未作硬性规定外,其他也都有详尽的要求与说明。然而,装配桶顶与螺圈所用模具的尺寸、结构及关键的工艺参数,尚无标准和统一的规定。技术力量雄厚的厂家自行设计自己加多小厂则请人设计外协加工。因此,各厂所用模具的结构及关键工艺参数的选择存在一定的差异,使用效果也很悬殊。所以,模具设计是否合理,工人操作调整是否得当是解决封闭器产生渗漏的关键,也是我们探讨的重点。
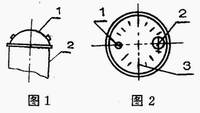
下面简要分析一下进行250kPa水压检验时在注入孔四周产生渗漏的过程。水压检验时,随着桶内的压力逐渐增高,桶顶平面逐渐变成了向外凸出的近似球面形状,如图1。当桶顶变形为球面后,桶顶的中央部位无皱褶,在桶顶的四周部位则产生了一圈波浪形的皱褶,如图2。透气孔1和注入孔2恰好都在皱褶上。由于透气孔的直径小,还能勉强处于一个近似平面状态中,而注入孔直径大,问题就突出了;大螺圈的厚度3mm左右,机械强度较大,再加上拧紧的桶盖在螺圈中央支撑着,因此大螺圈基本不变形。但是,桶顶大螺圈四周的铁皮要参与变形,并产生皱褶。在部分圆弧段上原来二者之间的装配间隙开始变大,当其超出了内衬圈的弹性范围,就开始渗漏了。
在此,顺便提一句:GB13251标准性能试验所示的试验装置对封闭器的装配质量进行试验固然很重要,也很有效,但是由于该试验模拟桶顶的铁皮面积小,且封闭器的位置又按排在中心,螺圈处的铁皮不产生波浪形皱褶,故试验结果不能反映出钢桶进行水压试验时的真实情况。真实地模拟钒桶水压试验的试验装备,还有待于我们研究开发。
下面我们分析封闭器产生渗漏的主要原因。
一、模具设计不合理
1、合理装配封闭器的剖面图如图3所示。
锯开己装配好的封闭器观察其剖面,若在图3中a点处存有间隙,说明桶顶的冲孔翻边的高度不够。冲孔翻边拉延成型的复合模具的主要结构如图4所示。影响翻边高度的主要因素是选择图4中冲孔冲头直径的大小。冲孔直径选大了,翻边高度不够;冲孔直径选小了,翻边高度超高,极易开裂(适当地增大翻边凸模的R角也可有效地减少开裂)。我通过理论计算及使用不同材质的桶板进行实验的结,论是:注入孔的冲头直径为φ50±2mm。透气孔冲孔冲头的直径为φ19±1 mm。各厂家应根据自己使用的封闭器的型号和桶板钢号的实际情况,将公差缩小即可。以注入孔为例,若使用TG型螺圈桶板使用08钢冷轧板,可选用φ48+0.5mm冲孔冲头。若使用TM型螺圈,桶板使用热轧油桶板,冲孔冲头可定为φ62-0.5mm。
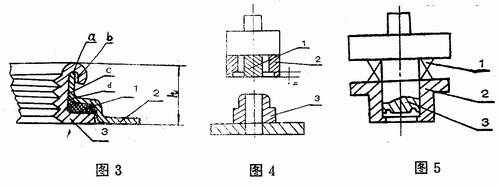
2.图3中,衬圈压缩前的厚度为2.7-3mm,压缩后的厚度大于1.5mm时,防渗漏的性能会大大降低,说明图4中八方拉延深度h数值选的太大。在使用TM型螺圈时,h值应为4.5+0.1mm ,使用TG型螺圈时h值应为4.2+O.1mm。
3.在图3中d处的R角选的过大时,拉延顺利。因大部分衬圈填充了R圆弧角空间,降低了防渗能力。因此,在拉延不开裂的情况下,此处的R拉延角应尽量减小,可取R=R1-1.5mm。
4、螺圈装配后,螺圈的下平面低于桶顶的下平面,不是“内平式”而是“内突式”。如果八方拉延深度尺寸正确,出现‘内突式”的主要原因是压合装配模设计不合理或压实时压力不够所致。本工序所用模具主要结构如图5所示。其工作概况是压圈先将桶顶、衬圈、螺圈三者压实并以足够的压力将衬圈的享度压至1.5mm左右。这时螺圈翻边将桶皮钩住。一句话,本套模具要先压实,后翻边钩紧。如果模具结构过于简单,没有先压的功能,或压实的力度不够,是很难保证装配质量的。
二、模具磨损严重未及时更换
在图3中,C点出现间隙是拉延凹模内孔磨损严重,其直径变大所致,d点衬圈跑到R弧中去是拉延凹模R拉延角磨损严重,R变大所致。若不及时更换磨损严重的模,很难保证装配质量,不可能通过250kpa水压检验。
三、设备操作调整不当
主要是压力机的行程调整。设备的锁定装置不可靠,已调整好的行程又变了。这一点应加强工序的自检。一般说来,装配后的总高度(图3中的h)为:
| 螺圈型号 |
TM60 |
TM27 |
TG2 |
TG3/4 |
| 总高度h(mm) |
12.5±0.3 |
11.5±0.3 |
13±0.3 |
11±0.4 |
只要操作者随时自检这些尺寸是可以保证装配质量的。
最后说明封闭器的选用:
1.使用桶用普通螺纹TM型封闭器好,还是使用桶用管螺纹TG型封闭器好?一般说来,TG型封瞄]器八方边较宽(大螺圈八方对边宽77.8mm),但材料略薄(δ=2.65mm),螺纹为英制管螺纹多TM型封闭器八方边略窄(大螺圈八方对边宽75mm),但材料较厚(δ=3),螺纹为公制螺纹。我认为这两种型号的封闭器都能满足《国际海运危规》工类包装的使用要求。反过来讲,这两种封闭器的用户没通过水压检验的例证也都存在。关键是封闭器的装配质量和模具的设计质量及操作者的素质高低问题。如果您的产品主要是内销,建议选用普通螺纹TNJ型的好,以便国内进行互换,如果您的产品主要是出口,特别是出口欧美地区,建议选用英制管螺纹TG型的好,因为英制管螺纹的桶口在国外使用较多。
2.有些厂家为保险起见,螺圈压合装配对除套装衬圈外,还涂封缝胶。我认为没必有要,一则提高生产成本多二则涂胶起坏作用。因为在压合装配时,胶的体积占据了宝贵的空间。因胶的固体份有限,胶干燥后体积缩小而生成新的空隙,水压试验时会使其渗漏,弄巧成拙。
|

