|
大开口钢桶桶口浮动卷边与胎模
云南省建水县金属包装容器厂 李贵祥
从钢桶的生产中,可总结出不同结构卷边理论和方法。但笔者认为,我们对卷边原理的系统讨论与研究不够,不能很好地解决卷边中的某些问题。于是,笔者曾在本刊发表过题为: 《开口钢桶桶口卷边的应用》一文。目的在于有效地解决卷边应用方面的问题。因篇幅所限,只探讨了桶身浮转的方法,浮动量的计算以及对卷边作业的影响。问题尚未得到妥当的解决,故以本文补充之。
桶身的桶口卷边,有一个明显的特点:当工件和滚轮随胎模同时转动时,由于滚轮卷边力的作用,使工件相对于胎模作浮动性的转动。当卷边半径较大时,采用增大浮动量的方法卷边,效果很好。
为了更好地了解浮动量及胎模轴向有效厚度对桶身装取的关系,必须知道轴向浮动卷边模轮结构的装置及操作。模轮结构的装置如图1所示。其操作过程是:
在前胎模随主机运转时,操作者将桶身卷边端,从上方套装于后胎模上。摆正桶身后,摇动大拖板手柄使另一端套进前胎模。当手离开工件后,由于工件失圆有一定的夹持力,而迅速旋转。此时,按不同要求摇动车床的大、中拖板手柄。使滚轮能沿桶身的向或径向产生进、退及必要的复合动作,一次完成桶口卷边。此后,迅速轴向退回滚轮,以不防碍装取工件为宜。操作者对面的另一辅助工,用带着手套的右手施压力于工件的中段。在前后胎模自转的情况下,因工件失去滚压力,故工件停止转动,左手抓住桶身的卷边部位,在移开前胎模的瞬间,右手用力往内收,将桶身从后胎模的一侧迅速取下,转身装入压筋模上。从而,完成了桶身浮动卷边的全过程。
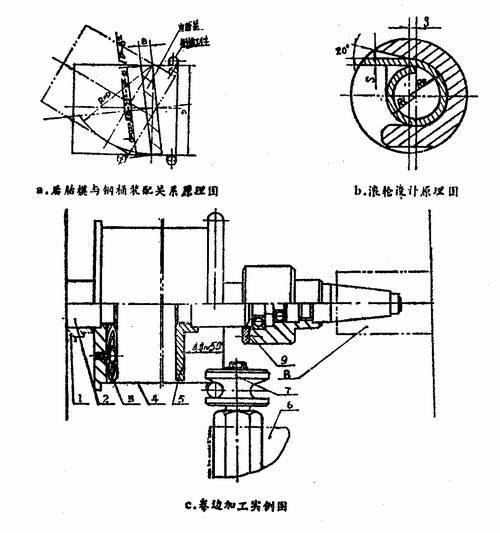
图1
浮动卷边系指被卷钢桶的公称内径与后胎模直径相差一个量值。在卷边过程中在胎模的径向上使桶身接触滚轮的部位离开了胎模,而在同—遭径的对面又紧紧地贴合在胎模上,同时连续运转。在卷边过程中,由于滚轮卷边力的作用,使桶身对后胎模作浮动旋转的方法,称之为浮动卷边。
浮动程度的大小, 取决于浮动量的多少。确定最小浮动量,应以便于桶身的装取为原则。因此,确定最小浮动量与后胎模直径有关。
由于桶身圆度差的存在,则后胎模直径应小于桶身的公称内径。其差值的大小与桶身的公称内径、搭接接缝或锁边接缝的宽度、材质、料厚、卷圆曲率的调整等因素有关。实际上,一般可将桶身的公称内径减去2-3mm做为前胎模的工作直径,使问题得到简化。此时,最小浮动量可按下式计算:

式中 D——钢桶的公称内径,mm;B——后胎模的轴向工作厚度,mm;Kmin——确保桶身能装取时的最小浮动量,mm。
不过,在后胎模的制作中,一般应把理论计算同实际工装验证相结合,从而将胎模的直径取得更合理。具体做法是:先取浮动量最小值,即取后胎模直径最大值:
后胎模直径
然后进行工装验证,依次从大到小逐次把胎模的直径车小2mm进行卷边试验。直到卷边达到要求和方便装取得操作时为止。但是,不同卷边半径的浮动量必须按以下原则选取:
当卷边半径等于或小于3.3倍被卷料厚时,浮动量取大于最小值的较小值,当卷边半径大于3.3倍被卷料厚时,浮动量取较大值。
应该指出的是,当无浮动量时卷边效果较差,反之卷边效果较好。
在桶口卷边过程中,合理地确定浮动量,是确保卷边质量,提高卷边效率的决定性因素,不可忽视。但是,浮动量的取值能否有意义,又取决于后胎模的轴向有效工作厚度。若有效工作厚度取得过大,假如大于三分之二桶身高。那么,轴向卷边将失去意义,即工件装取困难。实际上工件、后胎模、滚轮的运转是无法实现连续性的,更谈不上按要求设计所需的浮动量。因此,后胎模的轴向工作厚度是有一定限度的。只有当桶身具备一定的高度条件时,才能获得合理的浮动卷边。为此,按GB325《包装容器 钢桶》国标中20-80L钢桶桶口的卷边直径、用料厚度、规格尺寸等规定制作其桶口卷边时,取后胎模的有效厚度为12-20mm为宜。若卷制大规格的桶身时,应适当加大后胎模的有效厚度。
综上所述,对桶身轴向浮动卷边原理的研究及应用,都必须确保工件的浮动效果和迅速装取。把合理地确定浮动量与工件的材质、料厚、转速多进轮速度;滚轮直径的大小及形状多操作技能的发挥等有机地结合,对提高钢桶桶口卷边的效率及质量,都有着重要的意义及实用价值。
|

