|
钢桶生产线上的高压无气喷漆室
山西泰特钢桶设备技术开发部 宋寿岑
一、高压无气喷涂的特点
我部生产的高压无气喷涂机,其动力源为压缩空气,空气的进口压力为0.25MPa,压力转换此为60:1,增压后压力可达15MPa(约150kg/cm2)。增压利用了高压泵上部的气缸和下部的柱塞缸面积差,将压力放大的原理。由压缩空气驱动气缸,而气缸带动柱塞缸,油漆从泵之下端吸入后,加压至工作压力。当高压油漆通过特殊喷咀的小孔喷出时,立即剧烈膨胀雾化成极细的有一定冲力的扇形漆流,喷向工件,因漆流不混入压,缩空气,称之为高压无气喷涂。其主要特点为:
1.喷涂效率高。通常是空气喷涂的数倍。涂层较厚,特别适用于喷涂面积大和高速的喷漆作业线上。
2.涂层质量好,涂层附着力好。由于漆中不含有压缩空气,消除了因压缩空气中含有水份、油污、尘埃等杂质引起的漆膜缺陷,从而提高了漆膜的光泽和防腐性。再则,由于采用高压喷射,故工件的缝隙、棱角等处也能形成良好的漆膜。
3.由于不靠空气雾化,故漆雾较少,减轻了环境的污染。
4.可喷涂“涂-4”粘度计100秒以下的多种油漆和其它涂料。由于高压喷涂所喷漆 ,料粘度大,固体含量高,漆的利用率高,节省了稀释剂的用量。
由于高压无气喷涂具有以上优点,早在十几年以前在发达国家的钢桶生产线上已得到广泛的使用。笔者曾参观过西欧的一些制桶厂,如英国的万里 (VAN LEER)。和德国的毛瑟(MAUSER)等十余家企业,全部采用高压无气喷涂。
二、卧式高压无气喷漆室设备
1.高压无气喷漆机、自动喷枪、输漆管,路系统(包括贮漆槽、搅拌器、加热器、输漆管等)
2.无泵喷漆室本体及排风管道。
3.支撑钢桶的托辊台架、主传动装置及拨桶装置。
4.电气控制系统及气动管路系统。
喷漆室的前后辅助设备应与烘道型式匹配。通常喷漆室前应设置卧式上桶机、前斜台架、后斜台架、立桶装置及输送辊道或输送链床等。
在我们所研制的高压无气喷漆室中固定安装了8把喷枪: 底盖各用2把,桶身用4。每2把枪同时动作,分4次完成喷涂。为获得最佳喷涂效果,经过多次调试,最后选用3种不同流量和扇面的喷咀组合而成。
喷漆室本体采用无泵喷漆室。通过排风管道上抽风机使室内的水循环搅动,把喷漆时产生的漆雾洗涤于水中,以减少对环境的污染。水中放入絮凝剂, 消除了漆雾的粘性,并使其在水中聚集成漂浮的团块,以便于清理。排风管道的风机能力按室内风速0.5m/s选定,从使用情况看,可达到环保的有关要求。
三、喷涂工艺过程
当托辊处于低转速时,钢桶由前斜台架滚到托辊上。然后,P.C控制变频器使主传动电动机升速至设定的工作转速(此时钢桶转速约80~90r/min。钢桶转速稳定后,喷枪依次动作。8只枪4次完成喷涂后,主传动电机降速,钢桶转速降至约为10~20r/min。拨桶装置动作, 将钢桶拨往后斜台架,送至立桶装置上。从钢桶进入喷漆室起到钢桶拨至立桶装置上全部过程均由PC控制。一个完整的工作循环时间为12s。
四、几个重要问题
1.喷枪的安装位置与开启时间
高压无气喷涂喷枪距工件的垂直距离大致在250-400mm, 根据我们的使用情况看,压力调整至15MPa时距离取300mm为宜。相邻两枪喷涂范围应略有复盖。对于桶底盖喷枪的安放,一把应与端面垂直,并对桶底盖中心有一定的偏移,另一把则装于钢桶端部之斜上方,以保证桶口盖凹边处及中心部位皆可喷到油漆。喷枪位置调定后,不可随便移动。如图示。
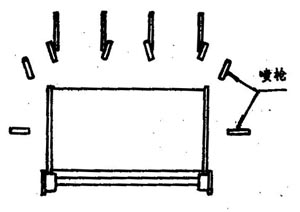
喷枪位置示意图
所用喷枪为自动喷枪,由气动系统中的电磁换向阀操促其动作。根据试喷时测得的钢桶漆膜厚度, 确定喷枪的开启时间。由PC中的延时继电器控制开启时间。该参数一旦调整好不应轻易改动。
在使用过程中,喷枪应用塑料袋包装,仅喷咀部分外露,以免漆雾被吸附到喷枪上造成喷枪动作不灵活,影响使用。
2.油漆过滤问题。
一般高压无气喷涂油漆通常需经100目/?2的滤网过滤。在我们调试过程中发现100目/?2滤网达不到要求,需用180~200/?2滤网。现场多采用两层细纱布过滤果很好。一般不会发生堵枪现象。油漆过滤能否顺利生产的关键,此问题若不予以重视,将给生产造成很大的麻烦。
另外,在喷涂结束后,必须用稀料将喷枪连同输漆管全部清洗干净、以备下次再用。
油漆使用是喷漆生产中的关键,必须定人定岗,严格执行操作规范。
3.漆的回收问题。
为了保证操作环境能达到环保的有关规定,喷漆室排风系统配备有离心风机。投产后发现油漆消耗指标较原定值略高。使用现场采取了托辊下安装接漆槽,使漆雾大量落入槽内,而溶剂废气被抽走。接漆槽内的漆必须当班回收,否则将无法利用。从而减少了漆的消耗。
4。关于钢桶底盖卷边封口处涂层较厚的问题。
喷涂时钢桶卷边处支撑在4只托辊上。实际上卷边与托辊面是点接触,也就是点支撑钢桶的整个重量。因每点上的比压较大,而卷边处的漆料在随后的旋转中随之擦掉。我们曾翻阅过一些资料,发现国外一些钢桶卧式高压无气喷漆线上也存在这一问题。日本某厂是在钢桶入烘道之前对该部位进行补喷。
我们采取了以下措施:
①调整喷涂工艺。把喷两端卷边处的喷枪动作放在最后,待其余6把喷枪动作后,变频器使钢桶转速下降,随后开启卷边处的喷枪,喷后立即将桶拨出喷漆室外。
②被拨出喷漆室的钢桶由后斜台架滚至立桶装置上,此时卷边处与台架接触而环筋处不与其接触。在台架与钢桶卷边接触处开有沟槽,由容器向槽里灌注油漆,卷边处滚过后,则可涂上油漆。此法也起到一定效果。
5.关于使用变频器的问题。
变频装置的小型化、标准化和系列化,给交流电动机的调速带来了极大的方便,使之普及成为可能。
喷漆室主传动电动机采用变频器调速。在电机低速时进入钢桶,随后升速,以保证钢桶准确到位,并在高速时运行平稳,无剧烈跳动,从而易获得较好的涂层效果。在低速拨出钢桶也避免了钢桶在随后的设备上产生猛烈撞击,造成涂层的损坏。另外变频调速可保证钢桶有可能按最佳喷涂工艺要求准确地调定转速。据现场生产情况看,变频器使用效果很好。
|

