|
运用数学模型设计钢桶卷边的工艺参数
中国人民解放军第七四三四工厂 张世强
钢桶的卷边是其密封性能好坏的关键。质量的优劣和防渗漏的功能取决于其工艺参数匹配的合理与否。根据近几年我厂150L黄磷桶产品质量波动而进行多次攻关的经验和潜心的研究,提出以下的设计理论。
一、影响钢桶密封质量的主要因素
影响钢桶质量主要有三个因素:设备的调整和材料的品位,半成品相匹配的工艺参数和工艺,人员素质的优劣等。本文只探讨钢桶卷边的工艺及参数。
钢桶由桶身、桶盖和桶底3件半成品卷封成成品。
1.桶身的下料和修边
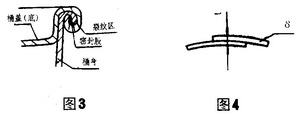
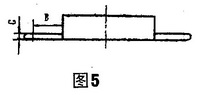
在桶身的下料中,桶身的高度尺寸H是关键尺寸,该尺寸关系到成品的名义尺寸和翻边尺寸A,如图1和图2。尺寸H值的偏差不能大于1/3δ(δ为材料厚度)。若H值增大,则在产品名义尺寸为常数的情况下,其翻边尺寸A值必须增大。图2的桶身和桶盖、底成型卷封后,会出现铁舌。在精滚成形时,精滚轮会将卷层内材料挤出出现微观裂纹,在跌落试验的重力冲击下,致桶身的翻边产生裂纹,内装液体顺卷层渗漏,如图3。
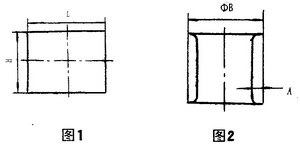
同理,若H值小,则A值减小,其工艺参数就小,在卷封成型时,因卷层不够,只能与桶盖、桶底紧紧的咬合。在跌落试验时,桶身和桶盖、桶底在重力的冲击下,产生较大的变形,致卷层破坏。同时,因密封胶失去密封区域,而使内装液体渗漏。
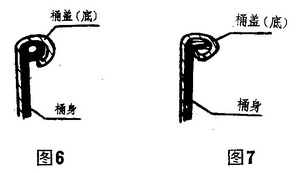
A值是个关键的工艺参数,应与桶盖、底的预卷后尺寸相匹配。桶身的纵焊缝厚度t也是个关键尺寸,见图4。
根据长期的实践和有关的参考文献,其厚度t≯δ+(0.05十0.15) mm。若t值太小,在缝焊时易击穿,致焊缝泄漏,若t值太大,在卷边成形时,桶身的材料不易向卷层中心流动。在塑性变形时,破坏卷层或使本身折断,而产生渗漏。
2.桶盖或底的半成品尺寸
桶盖或桶底半成品的关键尺寸是B和C,见图5。
若B值过大,在卷封时卷层会产生空腔,即不能与桶身紧密的咬合,无密封区或形成不良,而产生泄漏;若B值小则卷层的层数不够,不能与桶身相咬合。在进行跌落试验时,因卷层撕裂或脱落,产生泄漏。只有尺寸A和B的完全匹配才能良好卷合。
预卷成形非常重要。五层卷边是为了分减封卷轮的负荷,使设备载荷均匀,提高其寿命。七层卷边,则预卷是必备的工序。七层卷边的变形和卷边的机理更复杂。其C值的大小直接影响卷层的中心部位。若C值小卷封时不能咬合桶身,如图6, 若C值过大,则不能形成良好的卷层,如图7,所以,预卷的C值是卷层形状的关键。
3.封卷轮曲线的影响
封卷轮用于桶身和桶盖、桶底封卷。没有与之相吻合的槽形曲线就不能完成封卷工序。假如能完成这种工序,其卷层就没有好的外观和所要求的层数,所以设计封卷轮槽形曲线形状是非常关键的。没有好的槽形曲线设计,永远解决不了钢桶的密封质量问题。
二、卷封原理分析
1.卷边过程
(1)卷边的形成
见图8,卷边时采用两个具有不同曲线形状的封卷轮3和滚盘4。头道卷封轮3下降,在桶身和桶盖、桶底夹紧的边缘部位进行连续滚压,使桶盖桶底沿卷封轮曲线变形,而桶身又靠桶盖、桶底的力量产生变形。两工件相继产生弹性变形和塑性变形,而形成卷边。二道封卷轮完成卷层的挤实和卷边外形的修整后卷封工作结束。
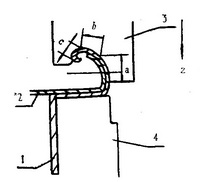
图8
1-桶盖、底,2一桶身多3--封卷轮多4--滚盘。
(2)卷边的变形过程 图8中封卷轮有三段曲线:a段为导入斜线段多b段为过渡圆弧材料弹性变形段,c段为卷边工作段。
卷边初始,封卷轮下移,桶盖、桶底的卷边部位进入头道封卷轮的轮槽中,经导向斜线段a进入b段,封卷轮继续下移在b段出现弹性变形,随着封卷轮的下移和b段曲线的作用,进入c段产生塑性变形,基本完成了卷层的层数和形状。经过第二道封卷轮的挤实卷层和对卷边进行修整,就完成了卷封工序。
c段是完成卷边和层数的关键曲线段。a、b、c三段曲线光滑连接,而要与桶盖、桶底尺寸B、C和桶身翻边尺寸A相吻合,才能较好的完成卷边工序。
2.受力分析
根据以上卷边过程的分析,作受力图,见图9。
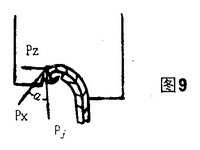
在卷边时,封卷轮受到了沿桶边缘的卷边切向力Px,指向钢桶中心轴的径向分力PY,指向钢桶圆柱体母线的轴向旋转力Pz。
根据空间力学的定理,其封卷轮合力P=√(Px2+Py2+Pz2)矢量和。在滚轮的设计中因Pz≈O,所以P=√(Px2+Pz2)。
在材料的变形过程中,其压力PY和Px夹角的压力角是变化的。压力角大,则P的力量要大,反之,α小则P小。在卷边过程中,要求压力角变化不大,若变化太大则材料的变形急剧,不易产生卷层,若不变化,则增加封卷轮的曲线磨损,缩短工作寿命。所以,要选择合理的数学模型,进行综合设计。
三、建立数学模型
1.要求
根据上述卷边原理的分析,槽形的曲线形状必须满足以下条件:
( 1)曲率半径从a段由大变小,见图8。
(2)a、b、c三段曲线必须光滑连接。
(3)从a段至b段压力角变化由小至大。
(4)在设计和加工中容易做图和加工曲线形状。根据以上要求在众多的曲线中,选用圆渐开线。
2.应用数学概念建立方程
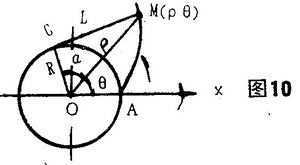
(1)圆渐开线的定义:
当一根直线在一圆圈上作纯滚动时,此直线上任意一点的轨迹为该圆的渐开线。该圆为渐开线的基圆。
(2)做图
根据渐开线的定义和性质做图10。弧长AC等于线段MC长度,线段MC与基圆C点相切。
(3)推出方程:
(略)
3.基圆半径R的确定
(略)
4.应用数学模型,建立桶盖、底的尺寸B和桶身翻边尺寸A的计算公式。
(略)
以上是建立的数学模型。
1.用渐开线的图线设计封卷轮的槽形
(略)
2.计算桶身翻边尺寸A和桶盖或底尺寸B。
(略)
3.预卷半径的确定
(略)
四、运用以上的公式进行设计计算
(略)
五、结论
应用以上的方法设计的曲线形状,能满足五层卷边的工艺要求。在实际中,这个理论设计还需不断地完善。即能保证五层卷边的质量,又是七层卷边研究的基础。
我厂运用以上的理论重新设计了卷轮的曲线形状,提高了钢桶卷层的质量。顺利的通过了有国家商检局和铁道部在西南地区的联合检验。
注:本篇中因有大量公式,在网页中不易编辑。如有需要全文的朋友,请与本站联系。
|

