|
再谈200升钢桶圆卷边工艺(1)
吴铁麟
200升钢桶圆卷边工艺的热潮, 曾席卷中围钢桶行业。我圈钢桶质量扶摇直上,在极短的时间内, 接连达到GB、IMCO等标准或规则,使钢桶密封性能步入世界先进行列。更可喜的是我国钢桶制造者的感性认识产生了飞跃,正确认识了各道加工工序与卷工序的内在联系,不再盲目的追求“万能”的滚轮。
制造钢桶要经过许多工序,卷边工序是最后一道工序。它是将加工合格的桶体和桶的底盖,用机械方法缝合在一起,使钢桶卷边达到设计的结构尺寸,并具有一定的强度和良好的密封性能。制造钢桶的其它工序可总称为准备工序。准备工序为卷边工序提供合格钢桶体和底盖,为生产合格的钢桶创造条件。一般说来,准备工序直观,易懂,严格要求都能作好。但是,准备工序容易被忽视,致加工中达不到要求,破坏了卷边工序应具备的条件,从而影响了钢桶质量。圆卷边工艺难度较大,要求有一定的理性认识,缺乏经验者,往往把卷边工序当做保证钢桶质量的唯一因素,造成认识上的错误,致其质量徘徊不前;圆卷边的兴起,使多重次、多重复的加工工艺,逐步被众多桶厂接受,特别是对予卷边的认识尤为深刻,使我国200升钢桶卷边工艺得到发展。遗憾的是我国许多钢桶企业,对200升钢桶圆卷边工艺的认识,仍滞解在感性阶段。各种有关钢桶的标准,并未提出圆卷边的具体规范。因此,造成钢桶质量不稳定,耐冲击性能差,严重,响钢桶薄型化的发展和钢桶行业的经济效益。
探求圆卷边工艺的理性认识是我国钢桶行业技术进步的当务之急。为了加深钢桶制造的理性认识,提高钢桶质量,继“200升钢桶圆卷边工艺剖析”之后,本文再次反复地交待钢桶卷边的基本概念,并在非圆曲线的理论基础上,推出简单,易懂,实用的圆弧螺线圆卷边,使圆卷边工艺在理性的指导下,步入应用阶段。
一.钢桶圆卷边
1.回顾圆卷的基本知识
在研究圆弧螺线圆卷边之前,首先回顾一下圆卷边的常识。圆卷边的定名是相对平卷边而言,并不是所有圆卷边的断面,都是真正的圆形断面。圆卷边的断面形状是各种各样的。根据卷层曲线的形状, 圆卷边可分为圆弧曲线圆卷边和非圆曲线圆卷边。圆卷边的层数为5-7层。钢桶卷边质量的好坏,不完全取决于层数的多少,而取决于卷层的合理、均匀、密实,荷兰VANLEER公司的圆卷边就是五层圆卷边,但是它的各项性能测试指标,均居世界先进水平。它的注册商标是Spiralon,意思是螺旋,它的质量好就好在螺旋上, “上艺剖析”中的理想钢桶曲线和现在要探讨的圆弧螺线,都是螺旋线。根据加工成型的次数,圆卷边分二重卷边,三重和四重圆卷边。这里的“重”指的是完成卷边加工的次数,二重卷边就是通过两次加工,或通过两道滚轮加工而成型。一般圆卷边是三重卷边,即予卷边、头道卷边、二道卷边(兼挤压)。特殊工艺使用四重卷边,即予卷边、头道卷边、二道卷边和挤压定型,经过了四次加工,第四次加工有着特殊的意义,主要的作用是挤压定型,破坏三重卷边原来曲线的形状,进行技术保密, 申请自己的专利,或迥他人的专利。我深信,随着钢桶制造技术的发展,多重卷边必定引起大家的关注。
从卷边加工成型的过程来看,卷边开始总是要进行圆卷边。为了克服回弹,使卷边牢固或得到…定的形状,卷好圆卷后再进行一次挤压定型。所以,无论何种卷边形式(平卷边、圆卷边、三角边、梯形边等),何种加工过程(二重、三重、四重)卷边,都包括两个加工程序——圆卷边和挤压。圆卷边是钢桶卷边的基本过程。也就是说,尽管钢桶板材的厚度不同,卷边的结构尺寸不闯,但卷边的基本原理是相同的,任何钢桶的卷曲都是圆卷边。
2.卷边过程分析
为了研究方便,假设卷边—次完成,见图1。为了表达清晰,此图只要底盖部份,未画桶体部份。因为底盖卷层包着桶身,而且滚轮只与底盖接触,底盖卷层曲线就是各重卷边的滚轮曲线。
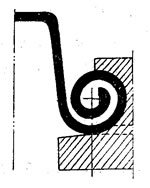
图1
由于滚轮曲线的曲率不同,卷曲有三种情况。底盖沿滚轮的卷曲方向和受力方向见图2。
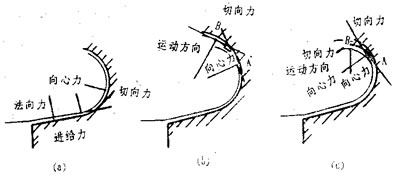
图2
①等曲率卷曲。图2a圆弧卷曲。
②由大曲率过渡到小曲率。图2b底盖卷边离开滚轮表面,使卷曲不能进行。
③由小曲率到大曲率;图2c底盖卷边沿滚轮表面卷曲。可见①、③是卷曲必要的条件,但不是最佳的卷曲条件。
当底盖卷边离开滚轮的瞬间,不再受切向力和法向力, 以原来的曲率进入滚轮槽内。卷曲将受到进给速度,桶体翻边角度,长度,板材的性质,滚轮槽形的大小等诸多因素的影响,卷曲失去控制,呈自由状态。
在一个完整的卷曲过程中,只要滚轮曲线满足必要的条件,沿滚轮曲线这一段的卷曲受到滚轮曲线的控制,能够保证一定的形状,这时滚轮具有模具的作用。我们把这一段卷曲称为强制卷曲段。离开滚轮曲线后的一段卷曲失去了控制,滚轮没有起到模具的作用,我们把这一段卷曲,称为自由卷曲段。
我们再观察一下,钢桶圆卷的卷曲过程和平面卷曲过程的区别。简单的平面卷曲(如制作炮竹、冷轧薄板的卷曲等),应该是先卷里层,后卷外层,连续卷曲。
钢桶圆卷边卷曲过程是先卷小曲率,后卷大曲线。就一个过程来说, (用一个滚轮卷一次)是先卷外边,后卷里层。外边的曲率被予先设计的滚轮曲线所控制,而里边是自由卷曲段,失去控制。这是钢桶圆卷边卷曲过程的先天不足。平面卷曲另一个特点是外层曲率依附于内层曲率,没有自由卷曲段。平面卷曲最里层的最大曲率半径是平面卷曲的基圆半径。设想任何可以做平面卷曲的物体(纸、板条、带等)进行平面卷曲时,开始都在基圆上进行,每卷一周,曲率变化一次,见图3。
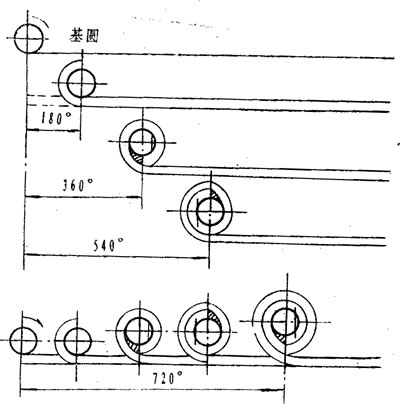
图3 平面卷曲
通过以上分析,我们知道,钢桶圆卷边卷曲,致命的缺点是存在自由卷曲段,使卷边失去控制。另一个缺点是卷曲方向与平面卷曲的方向相反,使卷曲不能卷密卷实。改进的指导思想是设法将整个卷曲过程,都变成强制卷曲段,消除自由卷曲段。具体的方法是:把一个完整的圆卷边,分成二段或三段,用两个或三个滚轮,分别加工出来,这样就消除了自由卷曲段。加工的顺序是先加工大曲率,后加工小曲率曲率部分。这样,整个加工过程实现了由大曲率到小曲率卷曲,与平面卷曲的方向一致,能取得较理想的卷边结果。
2、理想的卷边曲线
从“工艺剖析”一文可以把理想的钢桶卷边滚轮曲线,概括为24个字:三重一线,曲率连贯,贵为螺线,螺距关键,一重一段,导向不变。
一般的滚轮曲线可分为三段;导向段、小?率变形段、大曲率变形段。见图4。
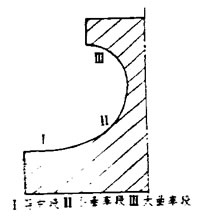
图4
导向段的作用是选用合理导向斜率,使底盖边顺利地进入变形段。导向段斜线和变段曲线的接点,即是圆卷边的起点。一般滚轮曲线,是由小曲率到大曲率,分段变形。
理想的滚轮曲线,应该分作两段,导向段和变形段。变形段的曲率由小到大,连续均匀变化,没有等曲率,卷曲效果是越卷越紧。曲线两层之间距离相等,正好是两个板厚,卷层没有间隙。这条曲线能包括多重卷边,各种滚轮的滚轮曲线。这确实是一条完美无缺的理想钢桶滚轮曲线。在“工艺剖析”一文中,对这条曲线的形成,展开长度计算,在圆卷边工艺中的应用,以及工艺过程分析图,都作了详细的论述。由于它是一条非圆曲线,故应用起来技术难度较大,主要是作图困难。曲线是通过联接各对应点而形成的,展开长度计算复杂,不符合我国钢桶行业的实际情况。尽管它揭示了钢桶卷边的实质,还是难于推广应用。为了克服理想桶卷边曲线存在的问题,本文向大家推出最新的圆弧螺线圆卷边。
|

