|
再谈200升钢桶圆卷边工艺(3)
吴铁麟
三、简单圆弧螺线圆卷边工艺剖析
简单圆弧螺线圆卷边工艺过程如图9。包括预卷边、头道滚轮卷边、二道滚轮卷边,和挤压定型四重工艺。
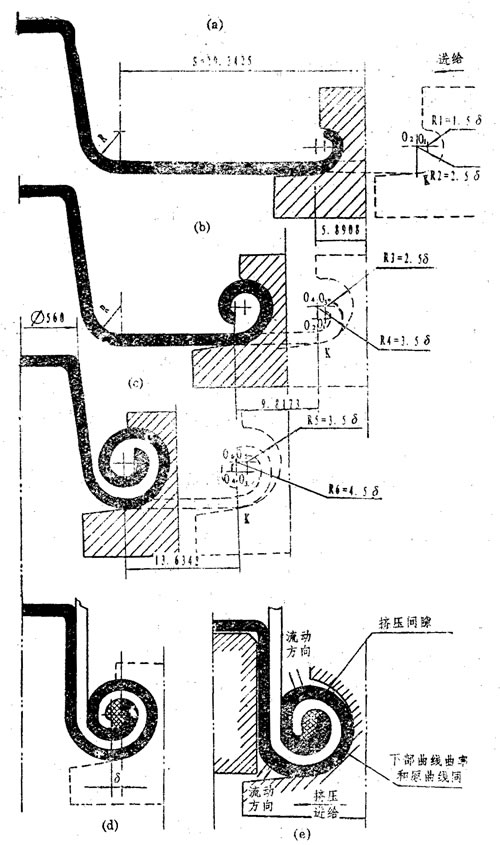
图9
预卷边。予卷边工序是底盖单独加工的工序(不带桶体)。此工序最简单,也最容易实现,但作用很大,决定着钢桶圆卷边的质量。预卷边在桶底盖圆周的边缘部位,形成预卷槽。在预卷过程中注入填料,靠离心力将填料均匀地甩至边缘,经干燥后在预卷槽边缘形成密封环,密封效果最佳。通过分析我们知道,预卷边部分是圆卷边的最里层,相当于平面卷曲的起始段,也就是相当平面卷曲的基圆(胎具)。圆卷边外层曲率的变化,都要依附于预卷的曲率。从理论上讲,预卷边的曲率越大越好。从实际考虑,钢桶卷边内应留有足够的填料间隙。较理想的情况,预卷槽最大外径应该是5mm左右。如果省去预卷,这个最大外径为5mm左右的圆弧卷曲,只有靠自由卷曲段来完成,这是不容易作到的。必须用一曲率最大的滚轮,单独进行预卷。
预卷边是第一重卷边,完成整个圆卷边的I区。预卷边的滚轮曲线设计,见图9ao
①预卷滚轮曲线的圆心坐标。简单圆弧螺线有两个圆心,O1O2(A、B),O1O2=板厚δ=1.25mm
相对K点 K(x=-1.25,y=-2.5)
O1(x1=0,y1=0)
O2(x2=-1.25,y2=0)
②滚轮圆弧半径
R1=1.5δ-1.5×l.25=1.870mm,O1为圆心,第一象限。
R2=2.5δ=3.125mm,O2为圆心,第四象限。
③预卷边铁板中线展开长度
R2部份=2πR1′/4=1.96 39mm
R2部份=2πR2′/4=3.9269mm
整个展开长度=5.8908mm
板材卷曲变形,一面拉伸,另一面压缩,使板材厚度不均匀。
④驱动凸轮的有效行程也是5.8908mm。经过严密设计的凸轮曲线,凸轮的传动效果比液压传动的效果好。但要关注滚轮曲线和凸轮曲线,由于磨损引起的变化。
⑤滚轮的导向斜率。滚轮导向斜率的大小,影响桶底盖边进入滚轮后变形的效果,K点是变形的起点,多重卷边每重滚轮的导向斜率应该是一致的,以便各重卷边衔接良好。一般2°~8°。
2.头道卷边,也是第二重卷边,完成整个圆卷边的Ⅱ区。头道滚轮圆弧设计,见图9b。
①头道滚轮曲线的圆心坐标。头道滚轮圆弧的圆心是O3O4,O3O4 =δ=1.25mm
O3(X3=0,y3=δ=1.25mm)
O4 (X4=-1.25, y4=1.25mm)
②滚轮曲线圆弧半径。
R3=R2=3.125mm,O3为圆心第一象限
R4=3.5δ=4.375mm,O4为圆心,第四象限.
③头道卷边铁板展开长度。
R3部份=2πR3′/4= 3.9269mm
R4部份= 2πR4′/4= 5.8304mm
整个展开长度= 9.8173 mm
④驱动凸轮的有效行程也是9.81.73mm
3.二道卷边,也是第三重卷边,完成整个圆卷边的夏区,兼有挤压定型的作用。
二道滚轮圆弧设计,见图9c。
①二道滚轮圆弧益线的圆心坐标
二道滚轮曲线圆心是O5O6,O5O6=1.25mm
O5(X5=0, y5=2δ=2.5mm)
O6(X6=-1.25, y6=2.5mm)
②滚轮曲线的圆弧半径
R5=3.5δ=4.375mm,O5为圆心,第一象限
R6=4.5δ=5.625mm, O6为圆心,第四象限
③铁板中线展开长度
R5部份=2π×3δ/4=5.8904mm
R6部份=2π×4δ/4=7.7444mm
整个展开长度=13.6348mm
凸轮进给有效行程也是13.6348mm
4.预卷边、头道卷边、二道卷边的总展开长度:
S=5.8904+9.8173+13.6348=29.3425mm
5.挤压定型的作用。挤压定型对钢桶的密封性能和强度都起着重要作用。挤压的种类一般有三种:平挤压、上挤压和改变形状挤压。
①平挤压。采用原来二道卷边滚轮,完成卷边形状后,继续进给一小段距离。一般进给一个板厚1真由凸轮的有效行程,再加1 .25mm,维持钢桶旋转1-2转(钢桶凸轮另有专著)。挤压后基本不改变原来的卷边形状,其目的是消馀卷层间隙,防止固弹,使卷边牢固。图9d就是简单圆弧螺线,七层圆卷边挤压一个板厚后的形状。
②上挤压。上挤压采用专门挤压滚轮。导向斜率应和各重卷边滚轮导向斜率相同。滚轮下部曲线的形状和二道滚轮相同,上部曲率变小,留出挤压间隙。挤压结果使圆卷边径向尺寸减小,轴向尺寸增加,卷层填满间隙,向箭头方向流动。上挤压的目的,仍然是增加圆卷边的牢度,并获得一定形状的卷边,见图9e。
③变形挤压。采用专门形状的滚轮。目的是完全破坏原来的卷曲形状,进行技术保密,确立本企业的专利产品,如“工艺剖析”一文中GERMAN, INSTITUTE摹TRAPEZSEAM的梯形卷边。
④通过挤压变形的研究,使我们进入一个新的境界。学习圆卷边技术,不能单独的研究圆卷边的外廓形状。用橡皮泥印来的外廓形状,锯下名牌产品的断面实样,收集圆卷边图谱,只能用来分析参考,绝对不能生搬硬套。由于生产工艺的各异性,不要迷信外国,不要迷信名家。必须了解卷边工艺的基本原理,找出各重滚轮曲线的依据,结合本厂实际,才能从必然王国,走向自由王国。
6.简单圆弧螺线圆卷边工艺过程分析结论
①各重滚轮卷边曲线的导向斜率相等,解决了各重卷边圆弧的衔接问题。
②简单圆弧螺线只有两个圆心,但对于每重卷边来说,圆心相对圆弧起点K,每重上移一个板厚。这是因为简单圆弧螺线,不可能一个过程卷完,必须分段加工。
③给出了Ⅰ、Ⅱ、Ⅲ区各段的圆弧半径,等于给出了各重卷边滚轮的圆弧曲线。求出了各段中心线展开长度,就等于给出了各重卷边的凸轮有效进给行程。
④计算出总展开长度,便于进行桶底盖落料尺寸的设计,便于采用合理的落料尺寸和先进的冲压工艺。
⑤简单圆弧螺线,每一周圆弧半径变化两次近似的说明了螺旋的概念,在理论上具有重要意义。但距理想的效果还有一定差距。每一周圆弧半径变化三次,四次……。无限次,接近理想状态。通常每周圆弧变化四次,就具有较高的实用价值。
⑧本文介绍了底盖与桶体板材等厚的圆边卷曲工艺,亦可以推导出底盖与桶体板材不等厚圆卷边卷曲工艺。
钢桶制造技术是不断进步,不断完善的。我们在。简单圆弧螺线圆卷边工艺。基础上,研究出“四重圆弧螺线圆卷边工艺”,使200升钢桶圆卷边工艺科学化,规范化。从而,推动钢桶薄型化的发展,以达到用材最省,质量最好,效益最高,使钢桶行业出现新的繁荣。
(全文完)
|

