|
钢桶缝焊工艺参数计算(1)
解放军第七四三四工厂 张世强
钢桶的桶身缝焊质量直接影响其产品的质量优劣。在去年6月25日,云南省进出口商品检验局对我厂生产的“9105”批产品进行抽查检验,合格率仅有50%。1000只钢桶不准外销,给工厂带来了经济损失,也影响了工厂的声誉在这种情况下成立了攻关小组。进行技术攻关。通过收集1-5月份钢桶的生产数量和质检部门的质检报告,经整理核查,运用数学手段进行了分析,提出了影响产品质量的主要因素是桶身的缝焊质量,故将改进桶身缝焊技术列为主攻目标。
一、分析缝焊质量不稳定的原因
通过在生产现场观察和取样分析,发现缝焊质量不稳定原因如下:
1.工艺参数选择不佳。在焊接始点和终点出现假焊,桶身在翻边后出现了微裂纹。进而,桶封盖时,在封卷轮封卷过程中桶身翻边处又发生弹性变形和塑性变形,致缝焊处出现不同程度的损伤和撕裂。在检测时,桶身丁字口处出现了渗漏。
2.焊接时,上、下电极滚轮接触面积小于80%,且缝焊齿印不清晰,在距卷边2.O-50mm处出现焊接击穿。
3.在始焊和终焊瞬时产生强烈的火花飞濒,影响了操作正确性,致焊道扭曲,焊接质量不稳定。
二、对缝焊机理进行分析
钢桶采用低碳钢薄板。其焊接主要采用点焊和缝焊两种形式,属压力接触焊。其焊接的机理相同,均属将需焊接的焊缝进行局部加温使之处于半熔化状态或塑性状态,然后再施加压力。在压力作用下,金属的晶粒之间产生相对滑移,冷却后塑性变形依然存在的一种焊接方法。
塑性变形程度取决于:金属所含元素的种类,即分子结构形式。另取决于变形的条件,即热挤压变形还是冷挤压变形。金属在接区的加热升温,降低了塑性变形的抗力,为晶粒滑移、组合提供了必要条件,而接触压力给焊接提供了充分条件。
其加热温度范围在Fe-Fe3C相图中奥氏体相,即固相线内。其焊接温度较固相线低200℃左右,终焊温度(指-焊接点).在750℃~800℃之间,均可获得良好的焊接强度。接触焊的加热温度值非常重要,主要决定于被焊材料的碳当量,可根据该碳当量值在Fe-Fe3C相图(此相图本文略,从金属材料或热处理手册中查找)中查出在固相区的温度Tm。为便于计算碳当量引用国际焊接协会推荐的碳当量计算公式:
C(%)=C+(1/16)Mn+(1/24)Si+(1/4)Mo+(1/13)Cu+(1/5)Cr+(1/5)V (%) (1)
钢桶行业使用的低碳钢薄板,主要杂质为:Mn、Si、P、S。公式(1)可简化为:
C(%)=C+(1/16)Mn+(1/24)Si (2)
根据材料成份的化验结果运用公式( 2)算出碳当量值, 以确定在Fe-Fe3C相图中的固相温度Tm。其塑性变形温度公式:
△T=Tm-200 (℃) (3)
根据热力学原理,温度与热量之间转换遵循以下的公式:
Q吸=mc△T (4)
式中:
Q吸——质量为m的物质达到△T所需的热量(J);m——焊缝加热金属的质量(kg);C——比热容。钢为0.46×103 (J/kg.℃);△T——塑性变形所需温度(℃)
三、影响缝焊质量的主要因素
根据以上分析,焊接的实质就是焊缝区吸收的热量和缝焊机所发出热量之间的关系。这种关系同样遵循焦耳-楞次定律,其公式如下:
Q=0.24IIRt (5)
式中:
Q——电能所产生的热量 (J);I——焊接时所需电流 (A);R——焊接系统的电阻值 (Ω);t——焊接通电时间 (s)
公式(5)中的电阻值是一个变量,采用不等参数的焊接,其值也不同。根据缝焊原理(压力焊)其系统电阻值R遵循以下关系:
R=2R件+2R级+R触 (6)
式中:
R件——焊件内部电阻 (Ω);R触——焊件间接触电阻(Ω);R极——电极与焊件间接触电阻 (Ω)
根据公式(5)和(6)推出了影响焊接热量主要参数是:I、R、t三要素。在焊接某种金属材料时,其I、t可视为常数,而R值却是变量,R值的确定必须对其进行分别讨论。
1.R触是变量。被加热金属焊接区表面粗糙度值不均匀,且是未加工面,所以凹凸不平。在焊接时金属不是整个平面接触,而个别凸点接触。通电后使电力线在接触点附近产生弯曲、收缩,而增加了接触电阻。值大小与电极滚轮压力值、材料性质和表面状况有关。对于低碳钢有下列关系:
①电极压力P增大;则R触变小。电极压力P与R触成反比。见图1。
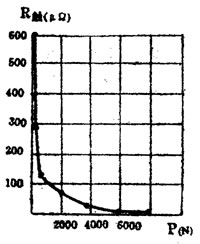
图1
②R触和焊接区温度Tm,电极压力P之间关系成正比,当其P=4500N,Tm=600℃时,其R触≈0。见图1和图2。
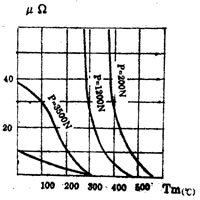
图2
2、电极与焊件之间接触电阻R极与接触表面质量和含碳量有关。其含碳量小,硬度低,则接触面积大。R极值导电率为85%,与逼电时间t的关系见图3。通电焊接时间t≈0.02s时,R极≈0。

图3
3.焊件内部电阻R伴是不均匀的,焊接时电流密度不均匀,主要遵循以下关系:
R件≈δρK1K2/DD (7)
式中:
δ——焊接件厚度(mm);ρ——焊件材料电阻系数 (Q.cm),低碳钢ρ=15×10-6 Ω·cm;K1K2——修正系数
4.焊接时热过程
电流通过两电极滚轮对焊件放出的热量由两部分组成,一部分用于焊接区加温,是形成焊核所需的热量,称之为Q效,另一部分被冷金属工件和冷却液所带走,称之为Q损。缝焊机本身所发出的热功为:
Q=Q效+Q损 (8)
其关系见图4。Q损只与加热所需的时间t有关。瞬时焊接Q损≈0。所以Q效≈ Q。
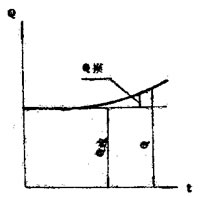
图4
Q效与电流和电阻成正比。通过以上分析公式(5)中的参数可以静态的进行计算。公式(5)中参数 IIR可根据交流电的有效电功率公式:
P电=UIcosφ (9)
式中
cosφ——通常近似为1。
因为 P电=UI=IIR (10)
将公式(10)代入公式(5)得以下公式:
Q=0.2P电t (11)
式中:
Q——热功率(J);P电——电功率(VA);t——通电焊接时间(s)
通过以上的分析,其影响缝焊质量的主要因素为:I、P、t已清楚。
|

