|
钢桶缝焊工艺参数计算(2)
解放军第七四三四工厂 张世强
四、参数I、P、t与焊接强度的关系
1.在其它参数不变的条件下,焊点的强度和通电焊接时间t关系,见图5。通电时问t增大则焊接强度σ也增大.在P=6000(N),t=0.5(s)时只产生塑性变形,焊接区的温度不稳定,焊接强强度σ也不稳定。在B点以后才出现稳定的趋势,但这种稳定与材料的成份和厚度有关。若t值过大,则焊核不易形成,出现金属进溅,故通电焊接时间t直接影响焊接强度σ。
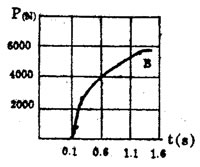
图5
2.电极滚轮压力P对焊接强度σ的影响
接触焊时,P值影响R触,从而影响焊接热量的产生。焊接热量关系到焊核的形成好坏。当P值过大时,不能形成焊核,使焊接强度σ下降;过小时,不能使工件产生塑性变形。在电流I为一常量的情况下,能使金属有一预压和锻压力即可,见图5。
3.焊接电流I直接关系到焊接强度,与强度σ成正比,但不宜太大,否则焊接强度下降。其值与材料性质有关。
五、根据机理分析推出关键的工艺参数计算公式
关键的工艺参数有以下几个:电极工作表面形状和尺寸多焊接时间;焊接热量指数值,电极压力值;搭边宽度等。
对于点焊和缝焊两种形式,其缝焊是断续通电焊接,其实质是点焊时焊核的连续重叠,缝焊的焊核重叠率为45-50%。见图6。
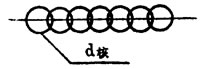
图6
1.电极工作表面形状和尺寸
(1)点焊。为了保证焊点有一定的熔化核心,其核心直径和焊透率公式如下:
d核=2δ+3 (12)
式中:
d核——焊核直径(mm);δ——两焊件中焊件厚度(mm)
所谓焊透率是指熔化核心的深度h和焊件厚度δ的百分比。通常焊透率为50-70%。数学关系式为:
h=(0.5~0.7)δ
公式(12)其电极工件表面形状见图7。计算公式:
d极=d核/(0.9~1.4) (mm) (14)
式中:
d极——点焊电极直径(mm);d核——焊核直径(mm)
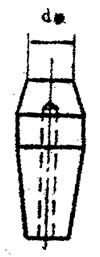
图7
(2)缝焊。采用直径小于300mm的铬错铜滚盘,,其滚盘宽度B,见图8。B的确定用以下的公式,
B≥d核/0.9 (15)
参数取下值0.9主要考虑接触面积。
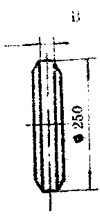
图8
2、焊接时间
(1)点焊的焊接时间。根据有关手册对于低碳钢是一个常量,因厚度不同而不同。大致t=0.2-0.6(s)。点焊间距C点=25d核。
(2)缝焊时间。缝焊一个周期的时间应是焊接电流脉冲时间t焊与休止时间t体之和。
t=t焊+t休 (16)
每种材料在一个焊接周期中t焊和t比值是有—定范围的。
碳素钢 t焊=(0.5-0.7)t,铝合金 t焊=( 0.5--0.35 )t
根据经验通常取低碳钢
t焊=0.5t (17)
每一个焊接周期的总时间t可根据焊接间距C和焊接速度V而决定,对于气密性要高的产品,其焊点的间距C比焊核直径小50%。缝焊间距c缝=(1/2)d核,据公式(12)可得:
c缝=(1/2)(2δ+3)=δ+1.5 (18)
焊接一个周期总时间t的公式如下摹
t=60c/1000=0.06c/v (19)
式中:
t——焊接一个周期总时间(S);c——间距( mm);V——焊接速度(m/min),通常V被缝焊机的速度所限制,一般为0.9-1 m/min,为了保证焊接质量取v=0.9m/min。
如果以缝焊机的交流电周期计算,周期数Z
Z=0.06fc/v (20)
因为 f=50Hz,所以公式(15)为
Z=3c/v (21)
低碳钢焊接时引用公式(16)、(17)则
t焊=t休=0.03c/v (22)
根据公式(17)和(21)简化为:
Z焊=Z休=1.5c/v (23)
式中:
Z焊——焊接周数。Z休——焊接休止周数。
3.根据公式(13)和上述焊接材料塑性变形的原理,应用材料力学和冷压变形的理论推出以下的公式:
P=SKδδ (24)
式中:
P——电极压力值(N);S——上下电极在接触焊接区的投影面积(mm2);δ——焊接材料厚度(mm);K——修正系数。对于低碳钢K=20~40N/mm2。
在实际计算中为了简便,对于缝焊将其接触面积视为以滚轮宽度B的圆面积,即
S缝=(1/4)πBB ( mm2 ) (25)
对于点焊:
S点=(1/4)πd核 (mm2) (26)
4.焊接热量指数 主要是针对缝焊情况丽言p根据焊接原理引用公式(2)、(4)、(11),根据热平衡定律则:
Q吸=Q (27)
Q吸=mc△t
m=2Sδg (g——比重)
式中:
在计算时,根据缝焊有20-30%电流分流。
Q=1.3Q吸 (28)
缝焊机热量指数是指热量的调节范围,通常有12个档,调节范围在55~100%之间,每档的调幅为:
Φ=(100~55)×100%/n=45×lOO%/n (29)
式中:
Φ——每档调幅值(%);n——热量指数档位数。通常为12。
热量百分比=Q吸/Q×100% (30)
热量变化幅值=热量百分比—最小调节百分数(55%)
推出热量指数公式:
Y=(热量变化幅值+10%)/Φ (31)
考虑到电网电压变化其Y值加10%。
5.搭边宽度 搭边宽度为L,见图9。点焊的搭边宽度和缝焊的搭边宽度为:
L点=L缝=2d核 (32)
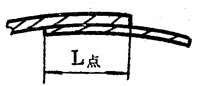
图9
六、运用缝焊理论实施改进措施
1、点焊和缝焊两种焊接计算工艺参数选用。例我厂150L黄磷钢桶均采用厚度为1.5mm低碳钢板。
(1)选用点焊电极直径。见图7,引用公式(12):
d核=2δ+3
因为 δ=1.5mm 所以 d核=6mm
运用公式( 14) d极=d核/(0.9~1.4)
在计算中取中值 d极=d核/1.2=6/1.2=5mm
取电极直径为φ5mm。
①确定点焊间距
C=25d核=25×6=150mm
②确定点焊搭边宽度。运用公式(32):
L点=2d核=2×6=12mm
确定点焊电极压力,运用公式(24)和,(26)
P=SKδδ=28.26×20×1.5×1.5=1272(N)
式中S=(1/4)πd核·d核=(1/4)×3.14×6×6=28.26 mm2
K选用20N/mm2;δ=1.5mm。
(2)确定缝焊工艺参数
①确定缝焊电极的形状和尺寸e其形状见图8,运用公式( 12)计算出d核=6mm再应用公式(15)进行计算。
B≥d核/O.9=6/O.9=6.7 (mm)
即 B≥7,则选择B=8(mm)
②缝焊时间 运用公(18)计算间距c
c=δ+1.5=1.5+1.5=3 (mm)
焊接时间引用公式(19)则:
t=0.06c/v=0.06×3/0.9=0.2 (s)
运用公式(17)、t焊=0.5t=0.1 (s)
缝焊机焊接和停息周数,则引用公式(23)
Z焊=Z休=1.5c/v=1.5×3/0.9=5
⑧电极压力 应用公式(24)、(25)则:
P=SKδδ=50.24×40×1.52×1.5=4521(N)
式中:S缝=(1/4)πBB =(1/4)×3.14×8×8=50.24 (mm)
K取大值40N/mm2。
④热量指数 首先对材料进行化学成份分析见下表:
材料名称 |
化学成份含量(%) |
低碳钢 |
C |
Si |
Mn |
P |
0.041 |
0.241 |
0.462 |
0.0204 |
引用公式(2)碳当量为:
C%=C+(1/16)Mn+(1/24)Si=0.041+(1/16)×0.462+(1/24)×0.241=0.079
查Fe-Fe3C,相图,Tm=1135℃,再代入公式(3),则△T=Tm-200℃=935℃,根据计算用公式(4)算出Q吸:
Q吸=mc△t=1227(卡)
式中:
C=0.46×103(J/kg℃)
△t=935℃
m=2Sδq=11.8×10(-3) ( kg)
低碳钢密度q=7.85g/cm
对于缝焊机放热Q,用公式(28)则
Q=1.3Q吸=1595(卡)
用公式(30)算出热量百分比:
热量百分比=Q吸/Q×100%=76%
热量变化幅值=热量百分比-最小调节百分数=76%-55%=21%
式中:最小调节百分数通常为55%。
因为我厂采用FN-150-5缝焊机,其热量变化有12个档。用公式(29)。再用公式(30)热量指数Y为:
Y=(热量变化幅值+0.10)/Φ=8
通过以上的计算,还可用公式(11)箅出应选择次级电压值。
因为Q=0.24P电t, P电=V2I2
所以 V2=Q/0.24tII=6.04 (V)
式中,Q=1595(卡),t=0.1(S),I2=11000(A)。
综合上述计算,其工艺参数如下:
(1)点焊机工艺参数
①电极直径:φ5mm;
②点焊间距:150mm;
③搭边宽度:12mm;
④电极压力:1272N。
(2)缝焊工艺参数
①电极滚轮宽度:8mm;
②焊接周数:5;
③焊接停息周数:5;
④电极压力:4520N;
⑤热量指数:8;
⑥次极电压:6v,选用6.04v。
2.调整上下电极轮的轴和套,对已烧蚀部位进行修整或更换。重新配制蓖麻油和石墨比例为1:3的糊状润滑剂,既保证了其导电性,又保证了轴和套具有良好的润滑条件。使其使用寿命提高了3-4倍。
3.重新调整缝焊机下电极臂,并增设了上下左右调整螺钉。使上下电极轮轴线误差不超过±4.5mm,调整误差为±0.5mm,见图10。使两轮接触面积大于80%。使焊缝均匀,变形量降低。
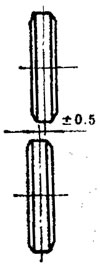
图10
4.修正缝焊机上轮。用T8A材料进行加工,热处理HRC60~65。达到了技术要求,能比较好的对上下电极滚轮进行齿形修正,并保证了上行电极轮齿形平行。
5.规定每班生产前进行电极滚轮空转,修正齿形0.5~1小时。每焊接1500只桶加注一次蓖麻-石墨润滑剂。
七、结论
去年我厂按上述方法确定焊接工艺参数和实施其他措施后,焊接合格率为99.4%,产品合格率为98%。其焊缝外观齿形清晰,均匀,至今仍在正常生产。
今年4-6月份对板材厚分别为0.8-1.2mm三种材料所加工的50L、100L、200L三种规格钢桶的桶身进行了点焊和缝焊,其合格率为99.5%。为在150L黄磷桶生产线上生产多品种钢桶提供了条件。
参考文献
1.《金属工艺学》,谈荣生等,江苏科学技术出版社,1981年。
2.《焊接技术》,《焊接技术》编写组,国防工业出版社,1981年。
3.《金属材料及热处理》,史美堂,上海科学技术出版社,1985年。
4、《焊接数据资料手册》,傅积和等,机械工业出版社,1994年6月。
5.《实用焊接手册》北京市技术协作委员会,水利电力出版社,1983。
|

