|
关于钢桶渗漏问题的复函
辛巧娟
辛老师:您好!
最近我公司接到一批出口包装的200L重型钢桶生产业务,采用1.5mm厚的钢板制作,由于没有生产重型桶的经验,总是出现钢桶渗漏问题。我想请教一下,要解决重型桶的渗漏问题,应该从哪些方面着手?我们是否哪些工艺问题出现了错误?最近专门研究了您写的《钢桶制造技术》一书,也没有解决。我冒昧地请教,请您在百忙之中给予指导。
浙江 孙少勇
孙先生:您好!
您的来信我已收到,昨天我让您给我传真一些资料,以便分析你的问题,不知为什么我现在还没有收到。由于时间关系,我先将重型钢桶卷封滚轮的槽型尺寸及一些分析渗漏问题的原因告诉给您,供您参考。
您来信说,贵单位制造的重型钢桶出现渗漏问题。到现在你也没说清到底是钢桶的哪个部位渗漏。因为一般情况下,钢桶渗漏主要为桶身焊缝渗漏和桶底、顶卷封渗漏两种情况。针对重型桶生产时可能出现的问题,我现简单分析如下。
一、桶身焊缝渗漏问题
原先制造中型钢桶的时候,可能常用到1.0mm厚的原材料钢板,但厚度换成1.5mm的重型桶钢板后,相应的缝焊机的各种焊接参数都应进行相应的调整,以适应这种厚度钢板的焊接。
桶身焊缝渗漏,主要是焊接时,对缝焊机的焊接参数(如电流、电压、压力、焊接速度等)调整不匹配,而造成假焊或虚焊,由于焊接不牢固不密封,所以造成桶身焊缝的渗漏。要解决这类问题,首先要求操作者要了解和掌握焊机设备的操作规程、懂得一定的焊接工艺基础知识,了解各焊接参数之间的相互关系。一般情况下,当使用同一规格厚度的原材料时,压力值相对稳定。但当电网电压高时,相应的就要将焊接电流值调小。否则,反之。焊接速度也是一个相当关键的参数,不能一味的追求高速度。在电流和电压相对稳定时,如果想要提高焊接速度,其电流也应相应的加大。
通常情况下,根据缝焊机的性能和调整范围,选择调整适当的焊接参数,应该可以解决焊缝的渗漏问题。对于采用制桶厂常见的FN1-150-5型缝焊机,以下参数值可以作为参考,可在调试中找到最佳参数组合:
材料厚度:1.5+1.5mm;
电极压力:4700~7200N;
焊接时间:脉冲2~3周,休止1~2周;
焊接速度:2.2~2.4m/min;
焊接电流:19000~22000A。
二、桶底、顶卷边渗漏
对于生产1.5mm厚材料的重型桶来说,原来生产1.0mm厚的中型桶的卷边封口滚轮是不能够通用的。如果你现在还用原来的封口滚轮生产重型桶,就应该尽快更换适应重型桶材料厚度的封口滚轮。
关于桶底、顶卷边处渗漏情况也可分为两种,一种是卷封三角区渗漏;另一种是卷封处整圈渗漏。对于卷封三角区渗漏情况,请您参照《钢桶卷封三角区质量问题分析》(可在中国钢桶包装网上找到)这篇文章,查找与贵公司相符合的情况,并采取相应的解决办法。
如果是卷封处整圈或不规则渗漏,可从下列几个方面去分析:
1、卷封滚轮的槽型问题
卷封机滚轮槽型是否合适,将卷封后的钢桶桶缘(卷边)部分用手工锯锯开,查看卷边情况。由于滚轮槽型各生产厂家不尽相同,所以卷封出来的钢桶卷边状况也各不相同。有的厂家卷封后卷边层数还不足六层,但只要卷实,也是不会渗漏的。因为在八十年代以前,无论是国内还是国际上使用的钢桶卷封都是五层平卷边。当然,较好的卷边质量可过六层半以上(也就是我们通常所说的七层卷边),但一定要卷实,如果里面有两个空隙,就可能是滚轮槽型有问题。目前,我先将适合1.5mm厚的重型桶卷封轮槽型图传真给您,如果需要样板,我会随后寄给你。原滚轮槽型图设计尺寸比较复杂,为了你加工方便,我已经进行了近似的简化,如果加工得好,应该没有问题。图1和图2分别为头道卷封滚轮和二道卷封滚轮的槽型简图。滚轮材料可采用Cr12MnV,热处理硬度HRC56~62,热处理后槽型表面抛光,滚轮内表面粗糙度要求为1.6。
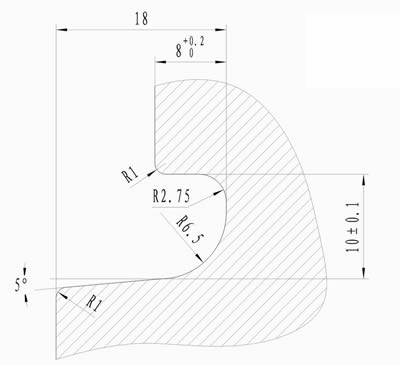
头道滚轮槽型简图
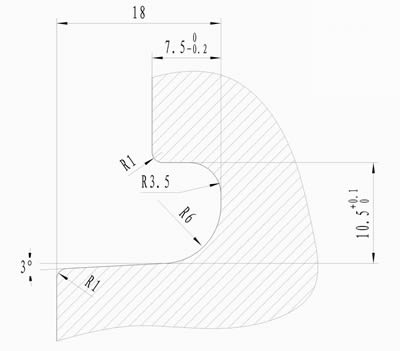
二道滚轮槽型简图
2、卷边滚轮的调整问题
卷封渗漏与滚轮的调整有直接关系。一般情况下,滚轮与卷封机的卷封压盘间隙为0.5mm。如果间隙偏大,不易于进料卷封,很难形成自卷格局,故而卷不实。还容易造成钢桶卷边棱尖角,严重时会挤破钢桶边缘,甚至于将钢桶“抱”在卷封压盘上,从而造成钢桶渗漏或报废。但此间隙也不能太小,否则滚轮与压盘钢圈硬磨擦,会损坏设备和工装。
3、卷封压盘厚度问题
卷封压盘厚度尺寸不合适时,也会造成卷边渗漏。一般情况下,卷封盘的厚度比桶盖拉伸深度大0.5~1.0mm。如果厚度尺寸偏大,容易造成桶底、顶卷封后拉伸,影响钢桶的外观质量,且卷边层数也会因材料不足而不够七层,也会产生渗漏。如果尺寸偏小,卷封时会产生将钢桶材料挤入卷封压盘上的倒钩现象,影响钢桶在卷封机上的装卸,严重时倒钩处挤破,钢桶渗漏甚至“抱”在卷封盘上,造成钢桶报废。
您先从以上几个方面查找原因,如果有技术好的技术人员和钳工配合,我想此问题很快就会解决。
辛巧娟 |

