|
覆膜焊缝预留技术的研究
文/ 张国兴
金属包装印铁工业对环境及食品安全的影响愈来愈被人们重视和关注,世界上许多国家及专业生产厂家纷纷研制和推出了各有特色的覆膜铁专利及其产品,但美中不足的是各国的覆膜铁尚未应用焊接边缝预留技术,只局限于生产二片冲压罐。

我们中国江阴瑞兴科技有限公司在2003 年就已完成预留焊接边缝覆膜铁的研制并获得了专利。



多年来我们利用这一技术制造了几十亿个各种三片罐,特别是在中国南方连续新建了二十多条覆膜铁生产线,取得了明显的经济效益和社会效益。



一、实现预留边覆膜生产的方法1
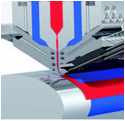
卷状连续覆合纵向预留焊接边缝
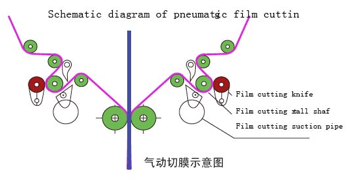
一些对材料拉伸方向要求不高且批量较大的产品可采用这种方法,因生产速度快,产量高,可达到80 米/ 分钟,实现方法是在膜与带料覆合前先通过多组气压圆刀将膜切除4~5mm,并由高速气流将切下来的膜吸走,然后再压合,实现纵向预留焊缝。


留空覆膜生产线
二、实现预留边覆膜生产的方法2
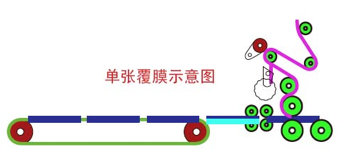
片状任意方向预留焊接边缝在制作三片罐过程中一些品种需要横向胀罐,有拉伸方向要求且批量不大的产品,适宜用单片覆合机来完成,实现横向预留焊缝。该设备是通过多个光电开关和一套电器系统来控制一张张片料与膜的色标对应后同步运行,焊接位废膜切除方法与卷状连续覆合废膜切除相同。该方法可在片料的任意方向预留焊接边缝,但产量较低,热能回收比较困难。
三、粘合方式选择
目前膜与金属板材接着方法有2 种:
1、接着剂粘合
2、是热熔合膜直接覆合
目前方法一常可以用来生产一些小批量低速和不预留焊接边的产品,同时还有少量的溶剂排放;热熔合膜要受热到一定温度后才产生粘合性,在预留边的生产中可完全实现清洁、高速生产。
四、薄膜的选择
1、热变形小
2、接着面极性强
3、表面爽滑性、抗磨性好
4、延伸率大
5、与紫外光固油墨、光油亲合力强
6、阻隔性好
7、选用与食品安全接触类树脂和助剂的膜

共挤膜示意图
五、印刷设备的选择
适合覆合用膜一般抗拉强度小,印刷设备应选用LED 冷光固的轮转全伺服柔版印膜设备,实现与覆膜设备的零排放相配合。

当今世界已进入能源保护、低碳和零排放时代,这对于我们的金属包装行业使用三片制罐覆膜技术是十分重要的。
|

