|
钢桶五层卷边成形质量的评估
天津市涂料包装器材厂 王颖
制桶生产中影响钢桶密封性能的主要因素是卷边成型。因而,钢桶卷边成型的好坏直接影响钢桶的质量。
钢桶的卷边主要是由卷边轮完成的。卷边轮轮槽曲线决定卷边成型质量。根据我厂制桶多年实际经验和积累,并参照国外行进制桶工艺技术,我们选择了一种较好的卷边轮槽曲线尺寸。在实际生产中证明其密封效果理想。另外,为延长卷边寿命,提高其耐磨性,材质我们选用Cr12钢。同时,使卷边轮槽曲线部分表面热处理硬度达到Rc58-62,表面光洁度要求6.3。以适用于板厚为0.35-0.50mm的薄钢板的滚轮为例,图1、图2、图3为卷边轮曲线尺寸和装配图。
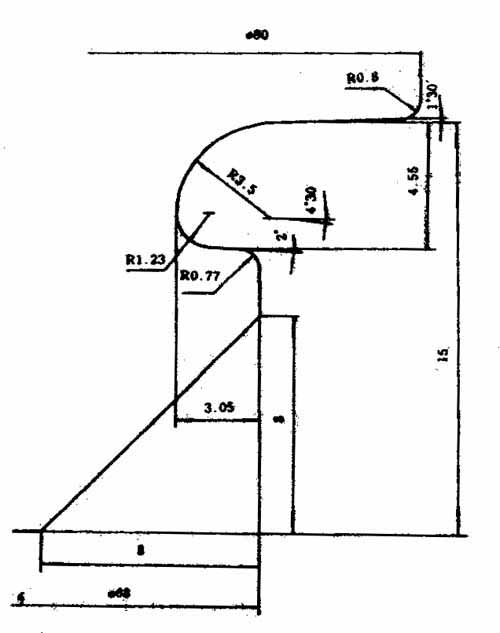
图1 第一卷边轮剖面曲线部分图
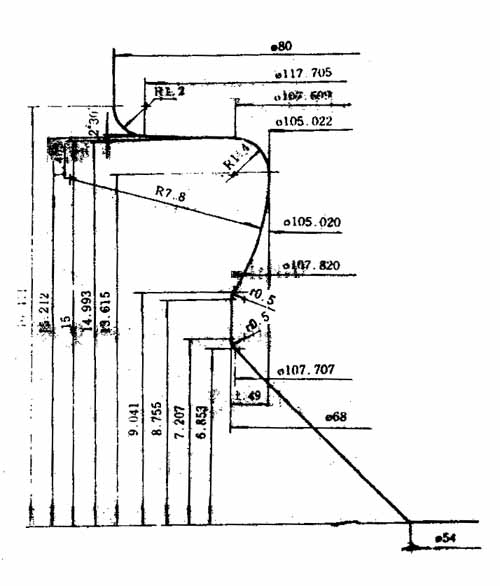
图2 第二卷边轮剖面曲线部分图
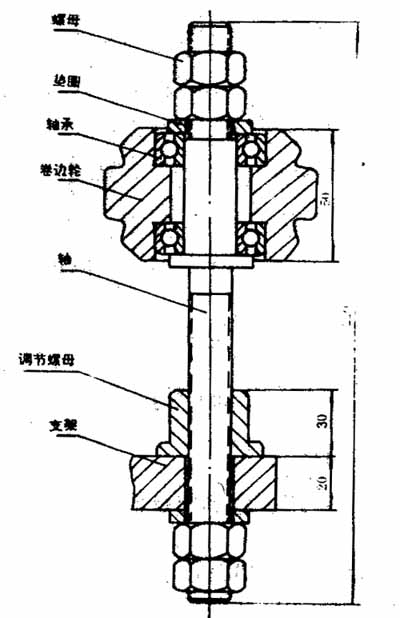
图3 卷边轮装配图
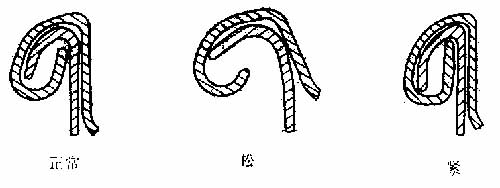
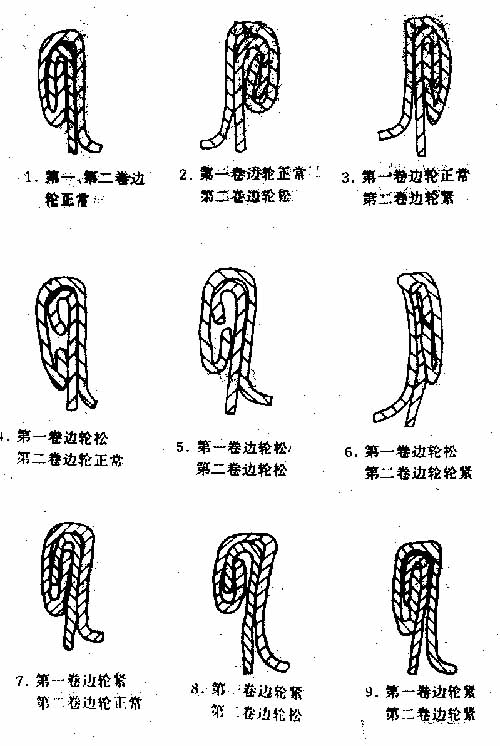
除卷边轮曲线尺寸外,桶身和桶顶、底的卷边松紧程度也是影响钢桶密封质量非常重要的因素。虽然目前制桶设备发展得比较行进,但在生产使用过程中也需要随时观察和适当地予以调整。其中,人为因素是主要因素之一。当钢桶出现渗漏后,操作者就要分析卷边密封存在哪些问题。影响卷边质量原因有多种,如卷边压力(卷边轮进给松紧程度)、板厚、卷边轮槽曲线、压头形状、翻边尺寸等。这里我们着重研究卷边压力和下托盘压力两种因素。钢桶的卷边是由两个不同卷边轮完成的。第一卷边轮和第二卷边轮在进给时就有松、正常和紧三种情况。两种因素组合赶来就有27种情况。这样,给操作者分析卷边密封问题带来很大困难:不能快速、准确地分析出是哪一个卷边轮压力不正常或下托盘压力不正常。为了提高工作效率,我们将这27种情况绘成剖面图,注明各种搭接松紧情况。这样,根据图形就可知道是哪一个卷边轮或托盘压力存在问题。对照相应图,重新调整卷边轮或下托盘压力,可提高操作者快速调整卷边轮或下托盘的能力,确保钢桶卷边成型质量。在此,我们附上27咱卷边情况图形,希望能给同行提供一定的借鉴。
一、第一卷边轮卷边效果图
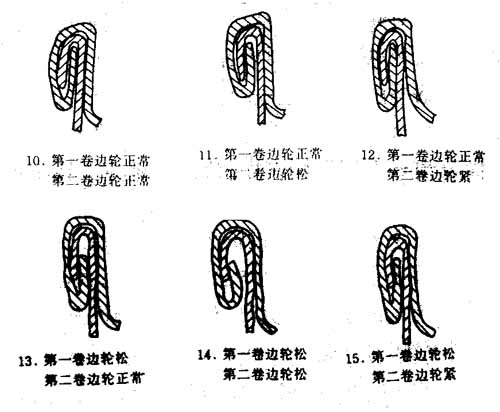
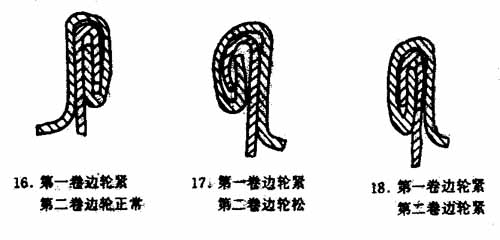
二、下托盘压力保持正常压力情况下卷边效果图
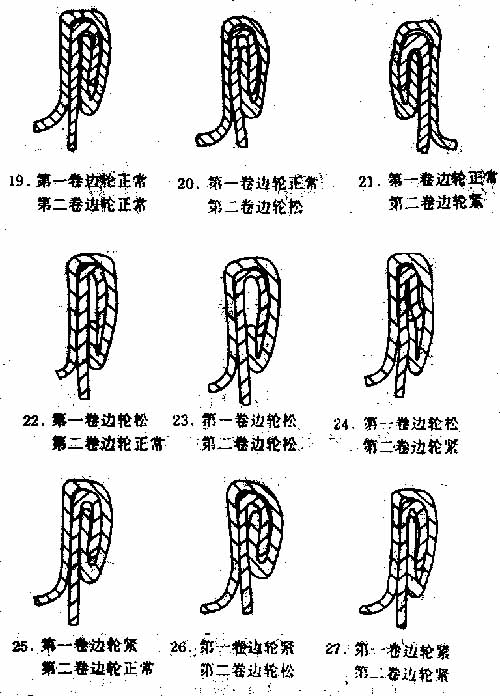
三、下托盘压力松情况下卷边效果图
四、下托盘压力紧时卷边效果图
|

