|
制桶机械的通用化
西安市机械研究所 景志平
直到九十年代,中国钢桶制造业才真正认识到"市场"的确切含意。在此之前的数十年间,钢桶制造工业尤其是大中型企业,一直沿用大批量单一品种的传统生产方式。国家从原材料到产供销一包到底,使企业具备了相当程度的依赖性。步入九十年代,这一陈旧经济体制下产生的传统生产方式已明显不适应国民经济发展的需要。用户提出的钢桶规格、品种不断变化,与国际接轨的钢桶国家标准一再更新,构思新颖的钢桶结构日新月?异——凡此种种实在令制桶企业的原有生产方式无所适从。
制桶机械的通用化课题应运而生。它的主要意义在于研制一系列全新概念的钢桶制造机械,使能适应多种规格钢桶生产的需要。通俗地说,就是要使制桶设备都像冲床那样,只要更换一次冲模便可生产一种新的钢桶规格品种。
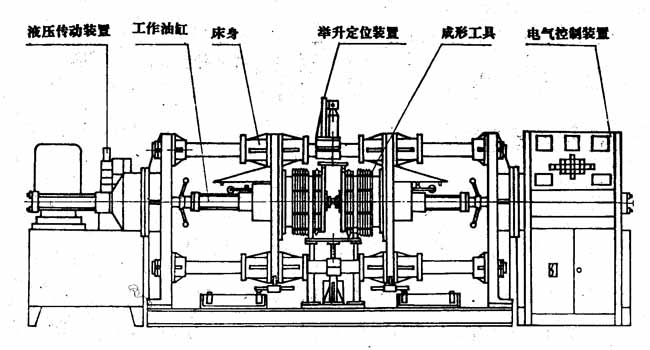
图1 XJY44系列桶身联合成形机
图1所示的国产XJY44系列桶身联合成形机(俗称"三合一"桶身成形机)是制桶机械通用化的典型范例。它除将传统的桶身折边、波纹和环筋三台成形机集成化为一台外,主要特征是它已可适应GB325《包装容器 钢桶》标准中所列全部20至200升桶身生产的需要,实现了桶身制造机械的通用化。当生产计划变更时,机床只需更换图1中所示的"成形工具"并进行必要的调整,在数十弥分钟内即可转产另一规格的桶身。由于成形工具的可互换性,该机不仅可生产料厚0.4至1. 5mm、直径280至600mm、高度300至1000mm内任一规格的桶身品种,而且可实现波纹和环筋沿桶身纵向的任意分布以及筋纹曲线在桶身横截面内的各种变化。甚至已可实现在一次加工节拍内,按需做出波纹和环筋的同时,在桶身一端做出全开口桶桶底的折边,另一端做出全开口桶桶口的卷管。当用户只要求做出两道环筋而不需波纹时,将波纹模拆下即可实现。当桶身其他部位无需变更,仅需改变折边尺寸形状时,机床成形工具已无必要整体卸下,只需将分体式折边圈的折边外圈(图1中成形工具的根部)松开,从工具整体外缘贯穿而下,即可换装另一尺寸形状的折边外圈。这就实现了两重卷边与三重卷边、重型与轻型桶身折边、平卷边与圆卷边、闭口折边与开口卷管的桶身折边机械的通用化。
"三合一"桶身成形机的通用化源于下列背景技术的支撑:液压传动系统压力与速度参数的可调整性——借以实现不同料厚、材质和尺寸规格桶身成形加工的通用化;机床成形工具的可互换性——这是"三合一"成形机可囊括20至200升全部规格桶身加工范围的核心因素;机床部件纵向和径向完备的调整环节——这构成机床满足桶径和桶高变化范围的硬件基础。顺便指出,上述三方面J技术背景是不可缺一的。例如,若缺少机床压力的必要可调整环节,则当桶身料厚在0.4至1.Smm间变化时,机床或将由于压力不足而无力完成折边、波纹和环筋的挤压成形,或将由于挤压力过大而导致桶身材料的破坏,从而无法实现不同规格桶身加工的通用化。
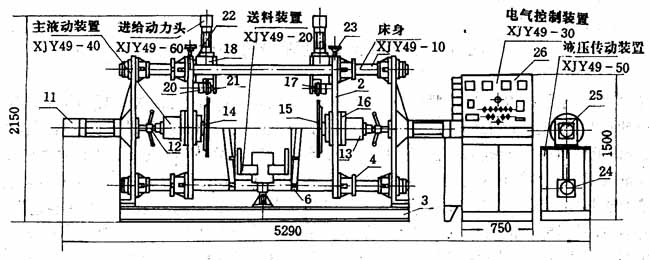
图2 XJY49型可调式通用卷边机
图2所示的国产XJY49型可调式通用卷边机,可作为我国制桶机械通用化的另一典型范例。
为适应GB325标准中20至200升全部规格钢桶卷边生产的需要,机床设置了一系列通用化调整环节,主要有:
1、封口盘的轴向位置调节:使桶高300至1000mm的钢桶均可在本机上加工。
2、卷边轮的径向位置调节:可满足桶径280至600mm的加工需要。
3、送料装置轴向与径向尺寸位置调节:可将20至200升间各种直径和高度的钢桶准确输送至机床工作中心。
4、卷边进给速度调节:使料厚在0.4至1. 5mm范围内变化时,或材质在热轧板与冷轧板、国产板与进口板、普通板与镀锌板、优质板与劣质板之间变化时,以及生产率要求有所变化时,机床均可调节卷边进给速度以求适应。
5、钢桶旋转速度调节:使钢桶的旋转速度与料厚、桶径和卷边工作进给速度四者之间取得合理的优化组合,以提高卷边质量。
6、封口盘的轴向压力调节:当钢桶的料厚、材质、桶径和桶高变化时,封口盘施加给钢桶的轴向压力既可产生,足够的摩擦力矩带动桶体旋转,又不至于压力过大引起桶体变形。
7、卷边进给力调节:在钢桶料厚、材质或卷边紧密度要求变化时,机床可按需调整卷边进给终了的压紧力度。
不难看出,XJY49型卷边机在具备上述调整环节后,便成为一种可调式通用型设备,基本满足GB325标准所列20至200升全部规格的闭、开口钢桶卷边生产需要。
为进一步拓展通用范围,该机兼容了预卷功能.六个卷边进给动力头中的两个可用于桶顶底预卷边。当不在本机上预卷时,可通过机床电气选择按纽将预卷程序调出,机床即变更为无预卷工序的卷边机。
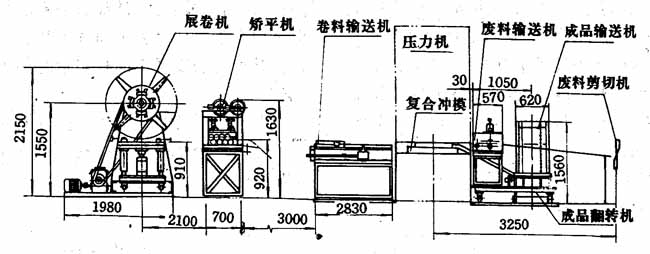
图3 XJY28A型钢桶顶底冲压生产线
图3所示为国产XJY28A型可调式钢桶顶底冲压生产线。该线适用于20至200升闭、开口钢桶顶底的连续自动化冲压生产。卷料在展卷机上对中撑紧并起动旋转使卷料料端通过导料架伸入矫平机。七辊矫平机是连续运转的,卷料输送机、成品输送机和废料处理机则随压力机冲压节拍作步距式间歇运转,因而在矫平机和卷料输送机之间自然形成一弧形卷料波浪带使二者和谐。展卷和矫子卷料宽度可在300至1000mm间进行调整,以通用于20至200升钢桶生产。矫平机运转由液压马达提供动力,因而可实现无级调速,使与不同型号节拍的压力机工作同步。液压控制还提供矫平机的有效离合与制动。卷料输送机采用液压油缸通过倍增机构定长送料,其送料步距可通过变更和调节定距挡铁在300至1900mm间进行设置,使兼容20至200升钢桶生产的需要。成品输送机的步距式运转起动由压力机冲压成的桶顶底工件每次落入给出信号,并最终将成品定量堆放。每组成品堆放件数可通过PC程控器进行选择。废料处理机采用辊式送料,其速度可调送料辊液压马达使与冲压节拍同步。废料处理机最终将废料送入废料剪切机,每剪切一次完成成品冲压的件数亦可通过PC程控器进行选择。这些调整环节使生产线实现了20至200升范围内钢桶顶底冲压的通用化。
若将图3中自压力机以后的设备取消,代之以包括横剪和纵剪的板料剪切机,即组成将卷料剪切为板料的国产XJY系列落料生产线。其板料宽度可在360至1000mm范围内兼容通用,而板料长度则可在300至1900mm之间调整。这就实现了20至200升间钢桶顶底板料和桶身板料二者所需落料设备的通用化。
顺便指出,国产XJY系列钢桶顶底冲压模具的总体结构,无论在图3所示的冲压生产线上,拟或在用户单机冲压时,均设计为导柱式模架结构。这种备有导柱的复合冲模较之无导柱冲模,对于在一台通用压力机上车产多种规格的钢桶顶底是至关重要的。它不仅提高了模具的冲压精度和刃口使用寿命,更重要的是在更换模具生产多种规格钢桶顶底时,大幅度缩短了模具上下)口的对中找正时间,甚而能有效防止因刀口错位引发的模具破坏事故。
国产XJY系列铣边机、卷圆机、预卷喷胶机、试漏机、缩颈机等制桶机械也同样具有类似的通用化特征,-这里因篇幅所限不再列举。综上所述,制桶机械通用化的主要任务,是在制桶设备中设置必要的调整环节,使动力部件的工作位置、作用尺寸、工作压力、运动速度、循环程序等功能参数实现快变、快换或快调,以适应尽可能多的钢桶规格品种的生产。
通用化制桶机械的研制和应用中,有两个环节应予以足够的重视。首先要防止因调整环节的设置而削弱设备的结构刚性。同时,一般用户的生产品种不一定囊括20至200升的全部规格;因而二般无须进行全部柔性环节的调整。即通用化设备在具备完善的柔性化功能的同时,操作必须尽可能简单、实用和方便。在一定程度上,上述两个环节将折射出制桶机械通用化的生命力所在。
|

