|
钢桶胀形技术的理论与实践(1)
辛巧娟
随着我国包装事业的飞速发展,金属容器包装也在日新月异地发展。当初只有单一的200升钢桶,今天已发展成大、中、小型各式各样的钢桶,且逐步向小型化和高档系列化发展,如目前市场上流行的方桶、方便桶等。这些桶的形状各异,有的是矩形、有的是圆锥形、有的是圆鼓形等。这些桶的桶身形状均是采用胀形技术获得的。对于桶身胀形,理论,还没有人作过系统的研究工作。笔者近来通过实践和理论的结合,对桶身的胀形问题的研究取得了较大的进展。下面我们就着重讨论一下桶身的胀形问题。
一、桶身胀形原理分析
图1所示为桶身常见的几种胀形形状,图中d0为毛坯尺寸,d为零件尺寸。胀形时毛坯的塑性变形局限于一个固定的变形范围内,如图1所示。桶身变形仅限于径向尺寸的变化。胀形变形区内金属,处于受拉的应力状态。变形区内板料形状的变化主要是其表面积的局部增大,所以胀形时毛坯厚度变薄是不可避免的。
由于胀形时板料处于双向受拉的应力状态,故在一般情况下,变形区的毛坯不会产生失稳起皱现象,所以制成的零件表面光滑,质量好。
由于桶身全部用薄钢板制成,而胀形时在变形区板料的截面上只有拉应力的作用,在厚度方向上其分布比较均匀,所以在受力状态下毛坯的几何形状易于固定;卸载时的.弹复很小,容易得到尺寸精度较高的制件。
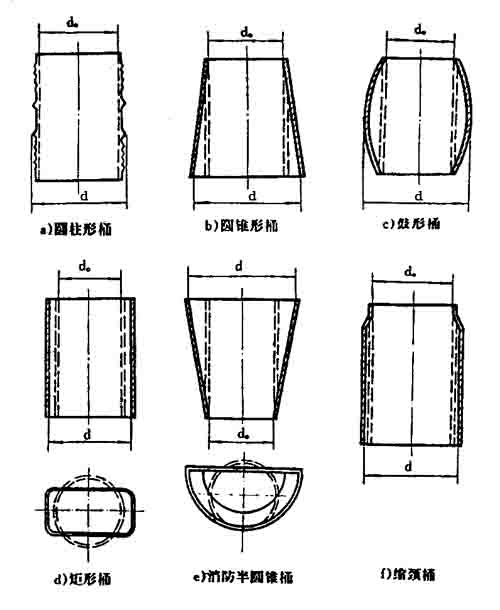
图1 常见桶身胀形形状
胀形是伸长类成型方法,所以它的成形极限与板材的塑性有直接的关系。但是,由于胀形变形区内各个部位上金属受两向拉应力作用,其比值只能在0~1之间变化(即δx/δy=0~1),故其应力状态也只能用双向拉应力作用下的成形极限来确定,如图2所示图中两个座标εx与εy分别是胀形时板料平面内相互垂直的两个方向上的应变值。胀形时的应变值εx与εy,可直接测量在板料表面上网目尺寸在胀形过程中的变化而得到,如图3。其值为:
εx=ln(Rx/Ro)……(1)
εy= ln(Ry/Ro)…… (2)
式中:Ro——变形前网目圆的半径。Ro,Ry ——分别为变形后由网目圆变成椭圆的长轴方向与短轴方向上的半径。
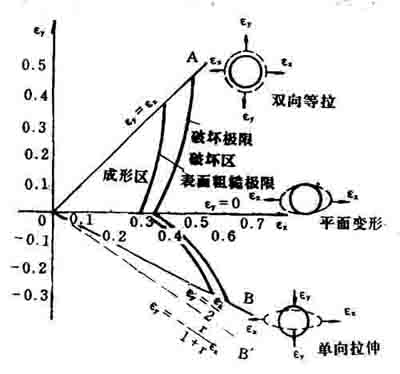
图2 低碳钢的两向拉应力作用下的成形极限
图2所示的低碳钢两向拉应力作用下的成形极限分别为破坏极限和表面粗糙极限。当胀形变形程度超过表面粗糙极限时,板材发生断裂;当胀形变形桓度将达到表面粗糙极限时,材料出现拉应力位用下的塑性变形失稳现象,产生局部变形,板料的光滑表面开始变得粗糙。一般情况下,应把账形变形程度限制在表面粗糙极限以内。
由图3可以看出应力状态对族形变形极限的影响。在单向拉应力的作用下伸长应变的极限值εx约为0.6,面厚度方向上的最大变薄变形约为-0.3;在双向等拉应力状态下,板平面内两个方向上的伸长应变的极限值εx与εy均可达到0.5左右,而厚度方向上的最大变薄变形可达到-1,约为单向拉伸时的3~4倍。
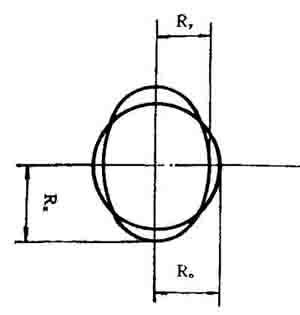
图3 应变值的计算
一般情况下,在毛坯的胀形区内不同位置上的金属所受的应力状态不同,引起的板平面内两个垂直方向上的应变也不一样;不向材料的胀形成型极限值也木相同。材料的塑性好,胀形成型的极限值高,胀形变形引起的毛坯尺寸的变化也大。
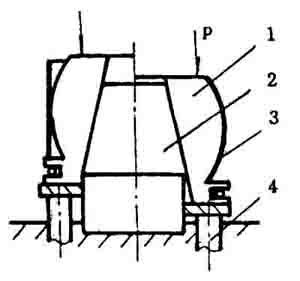
1-分瓣凸模;2-芯子;3-毛坯;4-顶杆
图4 刚体分瓣凸模的胀形原理
桶身胀形如图4所示。这是采用刚体凸模在冲床上进行胀形的方法。由于芯子2锥面的作用,在冲床滑块向下压分瓣凸模1时使凸模向外扩涨,并使毛坯3产生直径增大的胀形变形。胀形结束后,分瓣凸模1在冲床气垫顶杆4的作用下回复到初始位置,以便取出成品零件。用这种刚性模具胀形时,分瓣凸模的数目越多,所得零件的精度越高。胀形所需的单位压力,可由变形区内单元微体的平衡条件求出,见图5。
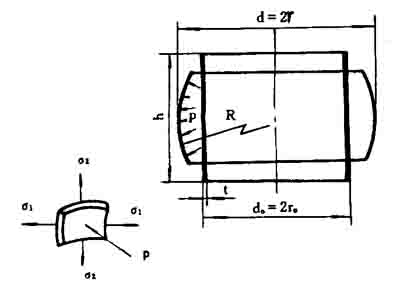
图5 胀形时的应力
当胀形毛坯两端固定。而且不产生轴印收缩时:
P={(t/r)+(t/R)}δs……(3)
当胀形毛坯两端不固定,允许轴向自由收缩时,可近似地取为:
P=δst/r……(4)
式中:P——胀形所需的单位压力;δs——材料的屈服极限;t——材料的厚度; r,R——二胀形毛坯的曲率半径。
根据一般经验,极限变形程度可以近似地用胀形系数K来衡量,而且应保证伸长变形最大部位上的胀形系数之值符合下列关系:
K={(r-r0)/r0}≤0.8δ ……(5)
上式中的δ是材料的延伸率。当对胀形表面要求较高,不允许产生由于过大的塑性变形引起的粗糙表亩时,上式中的8应取为板材拉伸试验中均匀变形阶段的延伸率。
在实际生产中,图4的胀形方式应用不多,且只适用于小型包装桶的胀形加工。
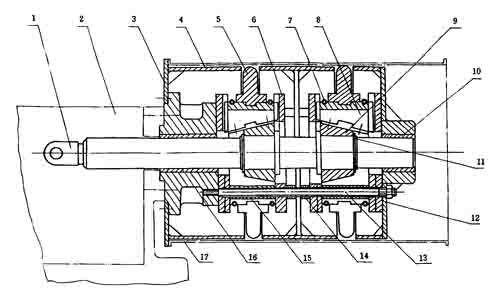
图6 圆柱形桶身环筋胀形机结构示意图
1-芯杆;2一机座;3—机架定位板;4,桶身定位套;5-胀块j6-滑孰;7—复位弹簧;8-滑块;9-锥块;10-轴套;1,1-肩档圈;12-机架;13一拉杆;14-套筒;15-套筒116-铜套;17-桶身(待加工件)。
|

