|
钢桶胀形技术的理论与实践(2)
辛巧娟
二、桶身胀形方法
桶身的胀形方法较多,随着桶身形状的不同而各有差异,但原理都是一样的。如图6所示为一般圆柱形桶身环筋胀形机示意图。图6的胀形方法与图4相同,由锥块9的移动推动胀块5,使其向外张开。该机的动力是由液压缸或凸轮机构加在芯杆左端的。工作时,先将桶身套进桶身定位套4,靠紧机架定位板3,然后启动动作开关,使芯杆向右运动,芯杆上右边锥块9向外推动右滑块8,滑块沿径向滑轨6向外移动,并顶出右胀块5,分瓣胀块向外张开使桶身右边环筋成形。接着动作阀换向,芯杆向左移动,胀块5在复位弹簧7作用下向内收缩回到原位,芯杆越过中间位置(即图示位置),继续向左运动,使左锥块推动左滑块使左胀块向外胀开并使左环筋成形,最后动作阀再换向,芯杆回到中间位置,将胀形好的桶身卸下。
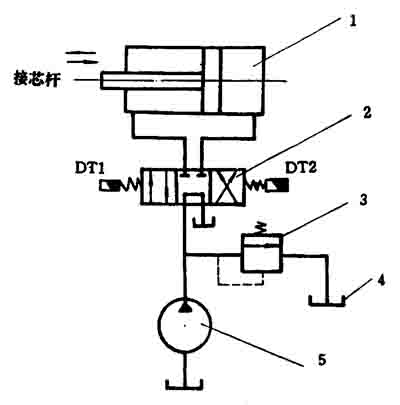
图7 胀形机液压传动简化原理图
1-液压缸;2-三位四通电磁换向阀(M型);3-溢流阀;4-油箱;5_油泵。
图7为胀形机液压传动原理图。从图中可以看出,当电磁铁DT1动作时,阀芯向右移动,液压缸活塞也向右移动,带动芯杆向右移动;当DT1断电而DT2带电动作时阀芯向左换向,则阀芯越过中位转向左位,于是活塞又向左移动,迁动芯杆也向左移动;当两电磁铁都不带电时,阀芯处于中位,液压油低压回油箱。这正好就是胀形机所需要的工作过程。
图8为矩形方桶胀形原理示意图。在未胀形前桶身为圆筒形,胀形后桶身变成了矩形。参看图9矩形桶身胀形机原理简图。此胀形机主要由胀块、楔块、油缸及液压系统组成。当换向阀不带电时,楔块处于下位;当换向阀电磁铁带电时,换向阀换向,油缸活塞上行,楔块迫使胀块向两边移动将桶身胀成矩形。当换向阀再次换向时,楔块下行,胀块在复位弹簧的作用下向中心移动,此时胀好的桶身即可取下。
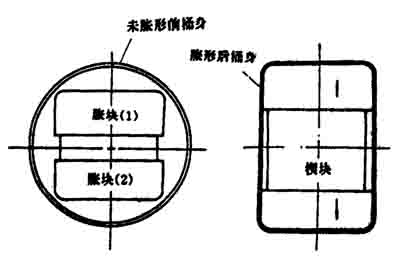
图8 矩形桶胀形原理示意图
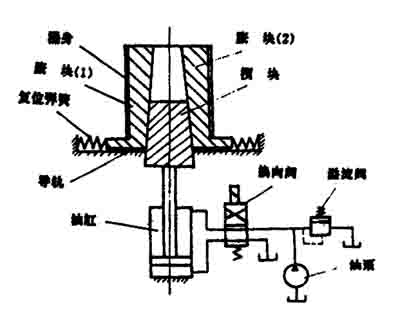
图9 胀形机原理简图
如图10所示为翻边、胀筋、胀波纹联合机组。缝焊好的桶身由输送装置传送到加工位置,左右两个翻边胀压头由液压驱动进桶身内,首先完成翻边工序,然后模具挤压翻边头外胀的油缸动作,通过芯轴及芯轴上的胀筋锥块,胀波纹模块将胀筋模块推出,然后再将胀波纹模块推出,完成胀筋和胀波纹工序,参看图6。该机配有链式输送装置,一般采用PC控制。在胀形工序中,一般要求成形件应符合工艺尺寸要求,并圆整、均匀,且裂纹(超过胀形极限),胀破等缺陷。
目前锥形方便桶较为先进的也是采用胀形技术,由于其成型理论较为典型和独特,以詹我们将专题讨论。
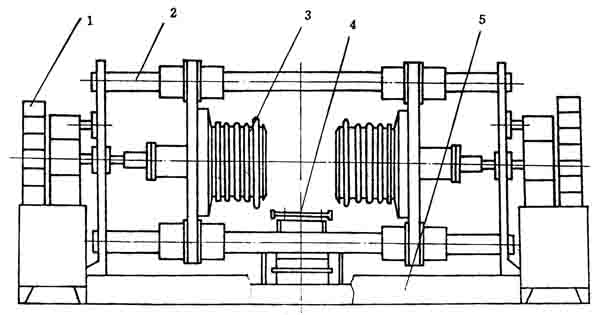
图10 模具挤压翻边、胀筋、胀波纹联合机
1-液压装置;2-导柱;3-翻边胀压头;4-输送装置;5-底座
|

