|
三相中频逆变全自动高速钢桶缝焊机的技术特点(1)
应城骏腾发自动焊接装备有限公司 王敬华

一、三相中频逆变全自动高速钢桶缝焊机技术原理
该设备属于电阻焊的范围,即工件组合后,通过电极施加压力,利用电流流过接头的接触面及临近区域产生电阻热,从而形成一系列互相搭接的熔核而获得气密的焊缝;焊接方法滚压缝焊的方法,电极为圆柱面滚轮,电控采用高抗干扰的PLC可编程控制器和模块化电路控制;焊接电源采用1000Hz中频变压器经逆变整流成直流的焊接电源。本设备是美国NEWCOR自动钢桶缝焊机的基础上消化吸收再创新而研制的成果,结合使用实际,增加了一些功能。集进料、剪板、卷筒、输送、推送、焊接、滚压焊缝、剪结舌、卸料等功能于一体,集机械、气动、液压、冷却、润滑、工业自动化控制、变频电机控制、三相中频逆变直流控制等多专业技术综合,目前最为先进的金属桶类纵向焊缝高速自动焊接的机电一体化复合性缝焊设备。
![说明: D8T]{8B~KZ8KL51VU57YQGY](images/20111204_clip_image004.png)
图1 高速钢桶缝焊机平面布置图
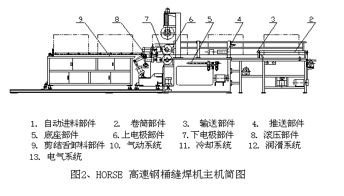
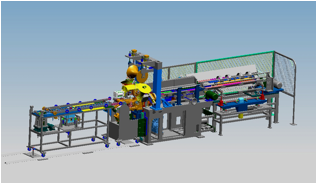
图3 主机结构示意图
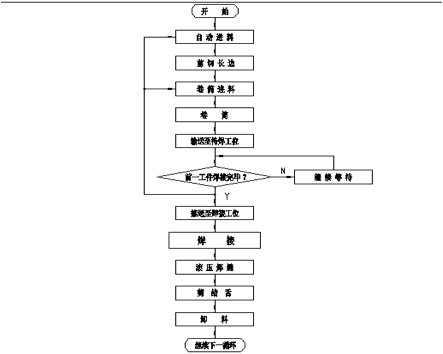
图4高速钢桶缝焊机的工艺流程简图
该缝焊机完成的主要工序是:(1)自动进料;(2)卷圆成型;(3)输送和推送;(4)定位焊接;(5)滚压整形;(6)剪除结舌。
该缝焊机主要技术指标是:(1)电源额定值:180KVA,三相380V,50~1000Hz;(2)焊接速度:16m/min;(3)最高生产率:720件/h;(4)焊桶内径:φ460~φ571.5mm;(5)焊桶长度:470~1025mm;(6)压缩空气压力:0.6MPa;(7)毛坏厚度:0.6~1.5mm。
二、三相中频逆变的主要特点(优势)
1、主要原理:
电路原理和波形图5、图6所示。图7为中频焊机实测电流波形图。
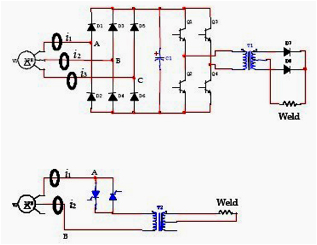
图5 电路原理图
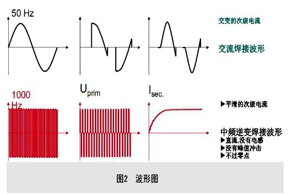
图6 波形图
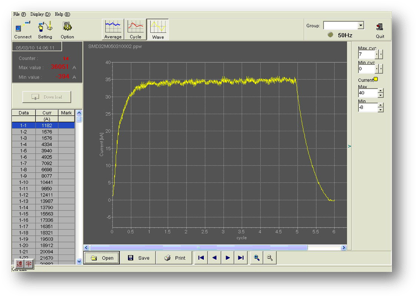
图7中频焊机实测的电流波形
2、焊接电流无过零效应
交流电阻焊机提供的焊接电流每个周期(20ms)有二次过零,在此期间焊接区不仅没有得到电流加热而且散热过程却没有停止 ,热量损失严重 。
逆变电阻焊机输出的是纹波极小的直流电流,没有过零效应,因而在轻合金、耐热钢、精密件、高速缝焊及焊接质量要求高的场合具有不可替代的优势。
图8、图9分别为电流波形对比图和热量波形对比图。
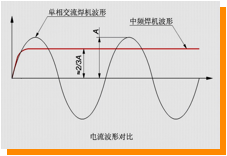
图8 电流波形对比图
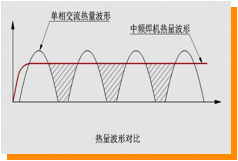
图9 热量波形对比图
|

