|
封口滚轮一道卷封曲线的设计依据
文/范田露
金属桶的二重卷封,是将桶盖与桶身采用双层搭钩方式,由五层薄板叠压在一起的紧密接缝,如图1所示。为得到满意的卷封接缝,必须有具备合适卷封沟槽曲线的封口滚轮。曲线合适与否,是完成卷封的最直接因素,尤其是一道滚轮曲线。
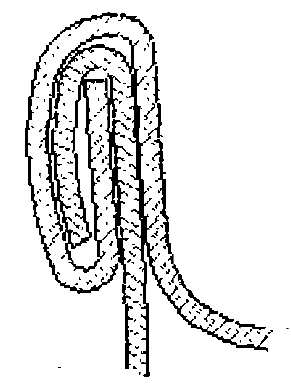
图1 卷封结构剖面图
卷封时滚轮受滚轮与桶盖间的径向推力,滚轮围绕桶体圆周滚动的切向力,上压头和下托盘间的轴向挤压力三个外力作用,如图2所示。一道滚轮工作时,在径向推力(进给力)的作用下,借助于旋转,其沟槽曲线把桶盖周边弯曲成一定形状,使其与下托盘托力变形的桶身翻边凸缘相钩合,并进行弯曲和挤压。然后,由二道滚轮曲线使已卷曲的桶盖和身钩有滚动中进一步压平成型,以达到卷边的最后形状,并保证卷边圆滑美观。
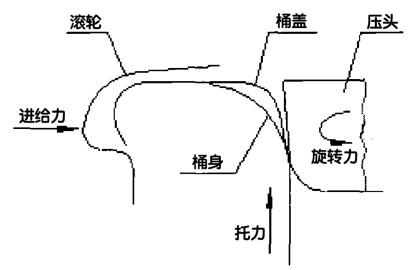
图2 卷封受力情况
由于影响卷封质量的因素众多,所以卷封曲线随卷封条件的变化而变化。曲线的不定性导致目前我国仍没有统一的标准,国外也没有可执行的标准,国内的生产也只是简单的测绘和模仿。本文着重对一道曲线的设计进行研究,力求提出可用于指导生产的中参考。
一、一道曲线工作的基本原理
通过计算机模拟卷封,从一道卷封工作图(图3)中可以看出,在卷封过程中,圆好边的桶盖在卷封力的作用下,沿一道曲线上部逐步滑向沟槽底部,在这一滑动过程中,由一道曲线的模压作用而使桶盖向内弯曲、旋转,开有成一道卷封接缝,完成一道卷封。
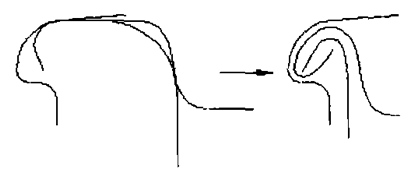
图3 一道卷封工作图
下面以常见桶型为例,从桶盖的卷封过程看一道曲线的作用。见图4。先从尺寸上看,桶盖从开始卷封到卷封完成,形状上虽然发生了很大的变化,但尺寸上存在着几个必然的联系。
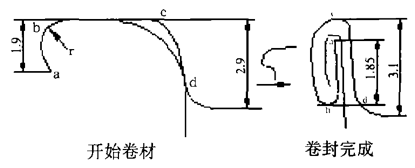
图4 桶盖卷封变形
1)ab段由1.9mm到1.85mm,基本完成了盖钩部分;
2)cd段由2.9mm到3.1mm,主要完成了埋头部分;
3)bc段则为主要卷封部分,即由基本直线段-一道曲线-二道曲线成型,由水平状态变成基本垂直状态。
由这一过程不难看出,桶盖bc段在一道曲线的作用下向内弯曲,如弯曲的速率相对一定,则卷封对桶盖上bc段任一点所产生的弯曲力即相对不变或变化较小,这对桶盖的弯曲成型是有利的。其于这一观点,便可分析出一道曲线的主要卷封部分为阿基米德螺线。
数学式表示为:

式中:ρ——极径; ν——线速度; ω——角速度; θ——极角
其曲线方程式为:
曲率 
曲率半径 
曲率中心为:
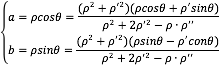
根据上面的分析,可以画出一道卷封曲线的雏形。它大体由四部分组成,见图5。
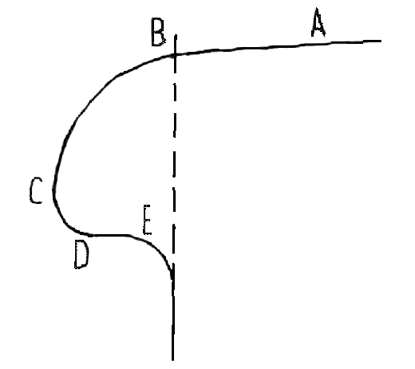
图5 一道卷封曲线
1)AB段为卷封导入段,基本为直线,考虑到卷封弯曲的回弹及拔模斜度,一般这段线与水平有1°~4°的夹角。
2)BC段,主要卷封段,为阿基米德螺线。由于卷封速度的不同,桶型不同,料片厚度及材料的不同,因此每一个曲线的曲率是不同的。
3)CD段,这段为一圆弧,它主要完成桶盖弯曲后身钩底部的弯曲半径。
4)DE段,这段为导出段,同AB段同理,也有一角度,因这段较短,一般为1°~2°。
二、一道曲线的设计思路及参数确定
由前述可知,一道曲线的四个部分,两段直线段已基本明确,只有圆弧CD段的半径,阿基米德线BC段的宽度、深度需作进一步的研究。下面还是以常见桶型,料片厚度0.21mm的桶卷封为例进行分析。
1、CD段圆弧R1值的确定
由冷弯试验可知,板材的最小弯曲直径一般为0.5~1.5倍板材厚度。由计算机模拟卷封试验可知,对0.21mm厚的料片,最小弯曲直径约为0.26mm,即Rmin=0.13mm,则完成卷封后的盖钩外径为0.34mm,见图6。
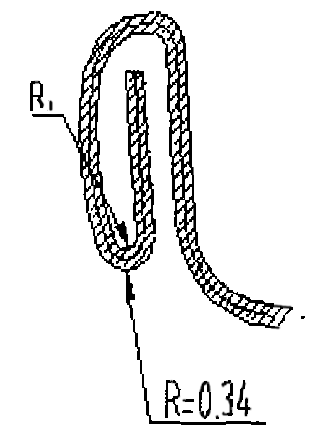
图5 卷封后的盖钩
这一值是经过二道曲线压后的弯角半径。一道曲线相应圆角半径R1应大于0.34mm。
从卷封原理上看,二道轮的进给量为0.7mm,且桶盖圆角由r=1弯曲变化,经过一、二两道滚轮的弯曲过程,最终R=0.34mm。从受力角度来讲,弯曲力与弯曲半径有关,弯曲半径越小弯曲力越大。因此,R处应逐步在一、二道工作中卷封,卷封力应合理分配。考虑到二道轮在弯曲时有一道轮的弯曲回弹,且二道轮作最终成型,弯曲力大容易造成弯角处过度变形,从而导致材料表面撕裂。笔者对已有的成功曲线进行分析研究,得到桶盖圆角到最终成型圆角R的变化,一道弯曲应占70%~80%左右,即CD圆弧半径R1应为:

(其中,料厚取较大值)
2、BC段阿基米德螺线宽度的确定
当CD段圆弧半径R1确定后,BC段阿基米德螺线应于R1相切,保证卷封过程光滑连续。这一段在卷封过程中由圆边桶盖到成品接缝,由基本水平状态到基本垂直状态,除随一道曲线和二道曲线进行弯曲变形外,空间位置发生了约90°的弯化。由图5可见,桶盖由水平状态从B点开始向C点滑动弯曲,空间位置变化了约45°,这就提供了分析曲线宽度BE的条件。
我们做一个45°的直角三角形,由它来代表一道曲线,如图7所示。其中BE表示一道曲线的宽度,EF表示一道曲线沟底与桶身的距离,而BF测表示桶盖bc(见图4)段在一道曲线上的直线长度。这样可以得到BE=BF?sin45°=0.707BF。
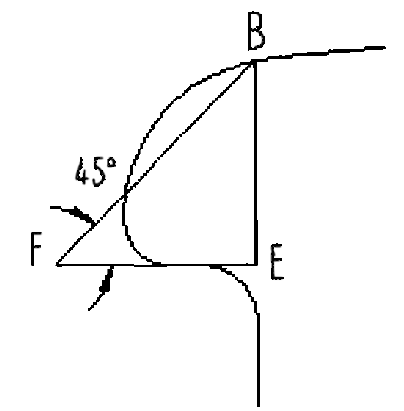
图7 一道卷封曲线简化示意图
但在实际卷封中,桶盖bc段由于在一道曲线的作用下弯曲,而实际长度与BF有差异。因此,这里引入一个弯曲修正系数K,则一道曲线宽度为:

其中:H为桶盖bc段尺寸;K为弯曲修正系数。
对于0.2mm~0.22mm厚的料片桶盖,修正系数K一般为1.85左右,K与桶盖材料厚度成反比。
3、其它参数的确定
由前述可知,一道曲线的两端为卷封导入和导出段,基本由直线构成,其角度的确定与桶盖桶身材料及厚度有关,这主要考虑到拔模斜度和材料的弯曲回弹。通常材料屈服极限越高,其弹性极限相对则高,因而回弹越大;弯曲角度越大,回弹越大;弯曲半径R和材料厚度之比R/δ越大,回弹越大;因此角度的选择要考虑上述条件。
导入段通常取1°~4°,而导出部分由于距离很短,一般取1°~2°。
一道沟槽曲线深度的确定,与材料厚度和桶型有关。二重卷封的完成是由三层桶盖材料和二层桶身材料叠压而成型的,通常卷封过程二道轮的进给量为0.7mm左右,因此,一道轮通常沟槽深度要比二道轮深0.7mm。一般对于0.2mm~0.22mm厚的料片,二道滚轮沟槽深为0.7mm左右,而一道轮的沟槽尝试一般在1.4mm左右。随着料片厚度的增加和桶型的变化,上述尺寸随之增加和改变。
三、一道曲线设计的实际应用
按照上述方法,以桶厚0.21mm为例:
标准桶盖圆边尺寸H=4.7mm~4.9mm(取较小值)。一道曲线宽度B=0.707×(4.7-1.85)=2.105mm;最小弯曲圆角R1=0.47mm~0.54mm(取较小值);曲线深度T=1.4mm。
基本参数确定后,一道曲线即可画出。但在实际生产及作图中,阿基米德螺线的计算很复杂,通常这段曲线由2~4段相切的圆弧代替。圆弧段的多少视曲线的宽窄而定,曲线宽则代替的圆弧段相对多些。这种替代的误差应保证控制在允许范围内,替代的圆弧半径由最小圆角R1处逐步加大,其圆心位置也应沿阿基米德螺线的轨迹而移动。用圆弧替代的方法既简化了简图,也适应生产中数控设备的编程,这种方法在很多工程中都有应用。
由于计算机技术的应用,能够简单地在计算机上画出不同曲率的阿基米德螺线,并将用圆弧替代后的一道沟槽曲线与之相比较,可以做到两者误差尽可能的小。但通常在实际生产中,误差控制在0.02mm范围内即可满足需要。
由于桶型的变化,标准桶盖圆边尺寸H也相应变化,通常在4.7mm~5.3mm,桶盖圆角r也相应变化,通常为1mm~1.2mm,因此成品桶直径越大,H值相应增大,最小圆角R1值也相应增大,因此一道曲线的宽度和深度也相应增加。
随着料片厚度的增加,一道曲线的宽度和深度也相应增加,最小圆角R1也相应增加。通常料片增厚0.03mm,一道曲线深度增加0.1mm,宽度增加0.2mm。
四、结论
在两重卷封过程中,对其起主要作用的一道滚轮沟槽曲线,其主要卷封部分的曲线是阿基米德螺线,其曲率由卷封速率来决定,其宽度和深度与桶型和材料性质及厚度有关。为了方便生产,设计中通常以2~4段圆弧代替,宽度设计的经验公式为:
B=0.707(H-K)
(H为桶盖圆边宽度,K为弯曲修正系数)
一道曲线设计最小圆角半径为:
R1=(r-R)×(20~30)%+R
(R为卷封成型后桶盖最小外圆角,r为桶盖圆角半径)
一道沟槽曲线随成品桶直径加大而加宽加深,一道沟槽曲线随料片增厚而加宽加深。
|

